| Back to Back Issues Page | |||
 |
|||
|
PWL#079 - Gleeble Simulations, Heat Affected Zone Characterization, Leaking Tanks,Filler Metal mixup March 01, 2010 |
|||
| We hope you will find this Letter interesting and useful. Let us know what you think of it. PWL#079 - Gleeble Simulations, Heat Affected Zone Characterization, Leaking Tanks, Filler Metal mix-up causes Weld Failures, Laser Beam Cutting, Welding Duplex Stainless, Interview with Jon Cookson and more... DON'T USE REPLY to send us your messages! Use Contact Us instead.
1 - Introduction 2 - Article - Gleeble Simulations 3 - How to do it well: Stainless Steel Tanks for Water 4 - Filler Metal mix-up and Weld Failures 5 - Online Press: recent Welding related Articles 6 - Terms and Definitions Reminder 7 - Article - Welding Career: A View from the UK 8 - Site Updating: Laser Cutting, Welding Duplex Stainless Steel 9 - Short Items 10 - Explorations: beyond the Welder 11 - Contributions: Interview with Jon Cookson 12 - Testimonials 13 - Correspondence: a few Comments 14 - Bulletin Board
This publication brings to the readers practical answers to welding problems in an informal setting designed to be helpful and informative. You are urged to pass-along this publication to your friends, if you like it, and if you want to help them. If you received this from a friend and if you like what you read, please subscribe free of charge and you will also receive a bonus book on Practical HARDNESS TESTING Made Simple. Note: References to articles or other documents are given here in one of two forms. If the links are "live" (usually underlined or otherwise highlighted) they are operated with a click of the mouse. If they are URL's (Uniform Resource Locator), which is the analogue of an address, they begin with "http://..." or "www.". These are not live and must be copied and pasted entirely into the browser (after having been selected with the mouse or otherwise). If they are long they may be displayed in two or more lines. In that case one has to care that the URL be copied completely in a single line without any space, and Enter.
1 - Introduction This 79th issue of Practical Welding Letter opens with a new article from Prof. Adonyi who kindly sent us this report on the uses of an interesting research tool called Gleeble which permits the physical simulation of actual thermal cycles and reproduces the microstructures likely to occur in practical welding situations. From his experience with this tool Prof. Adonyi warns us of incorrect interpretations of results that may occur to less capable investigators. Welders should know that failures of test welds can be understood and eliminated if only one uses the right approach to solve practical problems. Then an answer is given to an inquirer much surprised that his stainless tanks did not hold water. In reality that was a foreseeable failure: it is unfortunate that the designer of those tanks selected the wrong material. We publish then a thriller, the summary of an investigation of certain costly leaks in a very complex plant. What was the cause of those leaks? Using some modern equipment, the investigators found abundant traces of copper that caused cracks. Where did the copper come from? Someone used the wrong filler metal... An appreciation of welding careers comes from the UK, with a different point of view. IMO, it should interest our readers. Quite by chance the first article reported in the press review (section 5), relates stories of welders on welding: welders are generally happy of their work. Then we have one of the last interviews sent by our readers. Those who promised to send their one, are reminded to fulfill their promise. The pages of this month deal with a popular cutting method that uses the laser beam, and with welding of the special class of stainless steels called Duplex. These materials are being more and more used for their unique characteristics and attractive cost. The rest of regular sections can be found at the usual place. The amount of information available on the site is by now quite large and some effort may be required to find it out. But the Site Map, the page on Welding Topics, the page of Weld FAQ, the page of Welding Resources should be of help. Finally one can always use the search facility provided by Google on every website page. If nothing else helps, readers can Contact Us. Send us comments, feedback and your own stories, use the Welding Talk page to take part in the exchange of ideas.
2 - Article - Gleeble Simulations Heat Affected Zone (HAZ) Characterization |

| Figure 1. Gleeble Testing machine for Round specimens heated up in a closed-loop control with a welded thermocouple for tensile loading at high temperatures. |
The simulation environment can be vacuum or inert gas, and the reproducibility of each simulation is ensured by two computers acquiring thermal and mechanical signals at up to 2,000 samples/second. Actual weld HAZ thermocycles can be fed into the Temperature vs. Time program (Figure 2) and the sample final microstructure can be compared with the real HAZ.
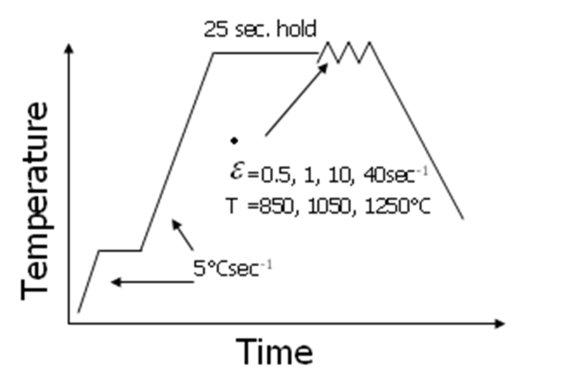
| Figure 2. Typical thermal cycle programmed into the Gleeble, superimposed with the strain rate applied at high temperatures, used to predict dynamic recrystallization in High Frequency Weld HAZs |
The greatest advantage of Gleeble simulation is therefore in producing a uniform and unique microstructure in a tensile- or Charpy specimen size, as opposed to the great variety of microstructures encountered in real welds and where testing of small areas such as the Coarse Grained HAZ is very difficult due to its size and orientation.
However, this advantage can be the greatest liability of Gleeble simulations, when the worst possible microstructures can be simulated and misinterpreted (see the panic caused by finding Local Brittle Zones or LBZ's by Japanese researchers in the early 1990s in off-shore plate welds, where a unique combination of reheat cycles cause zero ductility in small areas of real HAZs).
When exaggerated by Gleeble simulations, the poor toughness found in these LBZ's implied imminent weld failures. In reality, these LBZ's were found to be isolated islands in the real weld HAZs and never caused a real failure.
Therefore, extreme caution must be exercised when extrapolating properties tested in the Gleeble to real life applications. The simulation heating-, cooling rates, peak temperatures and strain rates have to be carefully examined before releasing results to the public.
In a recent article reviewed by the author, incorrect heating rates caused researchers unfamiliar with use of the Gleeble to conclude that unexplainable anomalies existed in simulated HAZs of certain steels. In reality, it was experimental error that caused those problems in which Coarse Grained HAZ's presented better properties than the fine grained unaffected base metal!
Conclusions
Overall, when the Gleeble is used by competent and experienced researchers, it is a powerful tool in predicting weld fusion zone and heat affected zone properties using small samples of experimental materials, without the need of even making real welds.
These systems are especially useful in comparing compositional effects on weldability in new material development, therefore they are used mostly by primary metal industries.
At the same time, manufacturing problems such as Ductility Dip Cracking, Liquation Cracking, solidification cracking can be predicted using special Gleeble simulations, together with post weld heat treatments (PWHT), fatigue and corrosion service simulation, making it a versatile tool used by universities and National Research Labs to predict weld service life.
This is the second Article kindly provided for this publication by Professor Yoni Adonyi. I hope our readers are grateful as I am for the opportunity to learn about specialized matters of research and investigation likely to help in demanding situations when standard approach falls short of providing acceptable solutions to difficult welding problems.
A short account of what is Gleeble Testing and how it is used, was provided in Section 9.4 of Issue 15 of Practical Welding Letter for November 2004. To see the note click on PWL#015.
3 - How to do it well: Stainless Steel Tanks for Water
Q: After 7/8 years of service, some of my SS 304 tanks are corroded at HAZs & pinholes are observed in hydrotesting. I want to weld repair it. Please help.
A: Thank you for your question. Note that the letter does not mention if the tanks keep water or any other more corrosive liquid.
If the material is indeed SS 304, one should have known from the time of manufacturing that the failure is only a question of time. The problem is "sensitization" of 304 as explained in my page
https://www.welding-advisers.com/Welding-stainless.html
A more suitable selection would have been 304L or 321, if indeed the tanks are for water.
Now whatever repair you may do, it will last only for a short time, because heating 304 in the interval between 600 and 900 0C (on both sides of the weld) will cause the base
metal to become prone to corrosion. Sorry, there is not much to do by welding. Patching up using metal strips adhesive bonded on the leaks or other caulking solutions may be possible.
Next time ask before manufacturing.
4 - Filler Metal mix up and Weld Failures
Failure investigation reports read sometimes as thriller stories. Most of times serious investigative efforts find the culprit, especially if the required means are made available and if the investigators have sufficient experience and easy access to reference libraries.
One such story is reported in the February 2010 issue of the Welding Journal, at page 46.
Finding a few leaking welds during precommissioning acceptance testing of pipelines may not seem a serious headache for those responsible, except that in this case they were representative of thousands of similar welds, all equally suspect of being faulty because the radiographic inspection had failed to detect the defects.
The investigation started as usual by collecting data on the materials employed. The project used stainless steel piping of ASTM A312 Grade TP316L. Leaking sample welds were inspected by dye penetrant and fine linear indications were found.
Further metallographic examination showed the appearance of intergranular cracks both in the weld and in the Heat Affected Zone. However it was only after performing Energy Dispersive Spectroscopy followed by elemental mapping and line analysis that the presence of excessive copper was determined near the crack.
The investigators concluded that the cracks were due to Copper Contamination Cracking, a known cause of failure due to penetration of molten copper into the grain boundaries. Further inquiry showed that the probable origin of the copper was from tack welds done inadvertently with ERNiCu welding wire, present in the place because of concomitant work performed on a different line of 90/10 cupro-nickel piping.
The discussion of the Inspection Plan decided upon with the purpose to find and replace all leaking joints without excessive work is interesting and instructive in itself and may suggest similar lines of reasoning for other cases.
Once more this example stresses the importance of discipline in correct marking and using of filler metals, to avoid costly and dangerous mix ups.
Interested readers are urged to look for the original article quoted above.
5 - Online Press: recent Welding related Articles and Video
Welders on welding
http://www.thefabricator.com/article/fabstories/welders-on-welding
The importance of focal positions in laser cutting
http://www.thefabricator.com/article/lasercutting/the-importance-of-focal-positions-in-laser-cutting
Connect - The magazine of TWI - January/February 2010
http://www.twi.co.uk/content/conjan10.pdf
Tig Welding Inverter 2t and 4t settings - part 3 (video)
https://www.youtube.com/watch?v=T3vBH59VF0s
Tig Welding Equipment With Pulse - part 4 (video)
https://www.youtube.com/watch?v=geasK5nD4T0
6 - Terms and Definitions Reminder
Arc Efficiency or heat transfer efficiency represents the heat actually transferred to the workpiece divided by the total heat generated by the heat source.
Distortion in weldments is caused by the heated weld region contracting nonuniformly upon cooling down, causing local shrinkage that exerts eccentric forces on the weld cross section.
Flame Straightening is a method of correcting distortion in metal structures by localized heating with a gas flame in view of introducing suitable residual stresses effectively attenuating the original warping.
Flux Cored Arc Welding (FCAW) is an arc welding process using, for heating and melting, an arc struck between a continuous filler metal tubular electrode wire full of suitable flux, and the workpiece. Shielding is provided by gases and fumes liberated by the burning flux, with or without additional shielding gas externally supplied. Pressure is not applied. Resulting slag, solidified on the weld bead, must be mechanically removed after welding.
Fracture Toughness is a generic term indicating a measure of resistance to extension of a crack. In exact parlance, the term is sometimes restricted to numerical results of fracture mechanics tests, which are directly applicable in fracture control. However, in general the term commonly includes qualitative results from simple tests of notched or precracked specimens not based on fracture mechanics analysis. Results from such tests are often useful for fracture control, based on either service experience or empirical correlations with fracture mechanics tests.
Laser Beam Cutting is a thermal cutting process that severs materials by melting or vaporizing them with the heat obtained from a focused laser beam, with or without the application of gas jets to augment the removal of material. See section 8.
Recommended Practices are publications based on the collective wisdom of long time experts in specific activities, presenting non binding recommendations as to the suggested best way of achieving determinate results. They are often an invaluable repository of informal instructions and guidelines.
Welding Rod is a form of welding or brazing filler metal, normally wire or strip, packaged in straight length, not intended to conduct welding current and which may be either fed into the weld pool or preplaced in the joint.
7 - Article - Welding Career: A View from the UK
From: The Manufacturingtalk Newsletter: 01 February 2010
Manufacturingtalk Editorial Team (UK)
Mike Page, Editor, writes:
According to career consultant Career Energy last week, the job of a welder is among the '10 hottest careers' (not my pun!) predicted for 2010. The company highlighted the welder in its free career guide.
The guide is based on research into current and projected business, social and economic trends, related labour supply and demand facts, and interviews with lead bodies and employers from selected professions.
It also examines the key facts on industry demand, entry requirements, finances and what is involved in the various jobs. The guide lists the top 10 careers (in no particular order) in 2010 as: welder; entrepreneur; environmental consultant; network architect; chef; risk manager; social worker; mathematics or science teacher; counsellor and commercial diver. Note that two, or maybe three, of the above jobs involve making something, the welder, the chef and sometimes the commercial diver (say in underwater welding).
I suppose it is a 'sign of the times' that the other jobs are involved with health and safety, sociology, the environment, IT and education. About the welder, Dave Godfrey, consultant engineer at The Welding Institute (www.twi.co.uk) said: 'There is a general shortage of skilled welders, especially multi-process pipe welders.
It is apparent that while the volume of training may have increased during the last few years, the numbers set to leave are not being matched by the numbers joining.
With the need to build new power stations, LNG storage, Olympic stadiums and infrastructure, and two new aircraft carriers, the loss during the next 10 years of half our skilled welding workforce has serious implications for the UK economy and for companies that are bidding for the above work.'
I guess many of us, considering UK debt, will be asking where all this investment money is coming from. Anyway, I would recommend welding to anyone who gets satisfaction from melting metal, meeting stringent quality-control standards and can feel pleased at the resulting construction.
Being a welder can vary from garage body repairs using mostly MIG these days, through general fabrication work such as structures, be it a bridge or a frame to hold a conveyor, through to high-grade welding of chemical pressure vessels, submarines, ships and missile parts.
During my apprenticeship, welding to me was one of the most satisfying processes. You were actually constructing a finished structure and could take some pride in it. Naturally, if you like world travel, then being a welder with a pipeline constructor, tunnels builder or general building work will present lots of opportunities. Much of today's welding power sources are computer or microprocessor controlled, it is much less of a 'black art' than it was in 1960 when I picked up my first arc welding torch.
Yes, I can understand why the welder got into Career Energy's 'top 10' careers.
(www.careerenergy.co.uk).
I hope you find this issue of our weekly newsletter useful. In addition to the new products, news and ideas featured here, there are hundreds more on our website and dozens more being added daily, so do take a look if you can.
Send your comments or suggestions about the website, or the newsletter, by email to news@manufacturingtalk.com
Best wishes
Mike Page, Editor
http://www.manufacturingtalk.com/
http://www.pro-talk.com
8 - Site Updating: Laser Cutting, Welding Duplex Stainless Steel
We introduce here the Pages of the Month, recently added to our website
www.welding-advisers.com/
The first, concerning Laser Beam Cutting, summarizes the fundamentals of the process and highlights some of the improvements recently becoming industry standards. As the most rapidly expanding of all laser applications, this technology has reached a mature stand of development easily making it the most cost-effective solution for a long list of applications. To see the new page click on Laser Beam Cutting.
For specific Buyers' Guides see also:
http://www.thefabricator.com/buyersguides/2-d-laser-cutting-machine
http://www.thefabricator.com/buyersguides/3-d-laser-cutting-machine
The second page, dealing with Welding Duplex Stainless Steel introduces the welding practice of these materials whose history of successful applications goes back for several decades now.
For those new to Duplex metallurgy it is stressed that at least some basic facts should be understood, as well as the main difference between them and more traditional stainless materials.
Complete development of welding specifications, thorough qualification and strict observance of all conditions are essential to correct realizations.
Click on Welding Duplex Stainless Steel to read the new page.
9 - Short Items
9.1 - Biocompatible Materials can be considered for application by surgery or other procedure to be in intimate contact and interface with living tissues only if it can be determined without any doubt that they will not affect them adversely.
9.2 - Finish is the Surface condition, quality, or appearance of a metallic material or part.
9.3 - Forming means making a change, without shearing or blanking, in the shape or contour of a sheet metal part without intentionally altering its thickness. Also the plastic deformation of a billet or a blanked sheet or strip between shaped tools or rolls to obtain the final configuration.
9.4 - Slitting means cutting or shearing strips to definite width from a metal sheet or rolled coil, generally in preparation for further fabrication by roll forming.
9.5 - Soft Magnetic Material is a ferromagnetic alloy that becomes magnetized readily upon application of a magnetic field and that returns to nonmagnetic condition when the field is removed. The relevant properties of such a material are high magnetic permeability, low coercive force, and low magnetic hysteresis loss.
9.6 - Torque Wrench is a special tool designed to apply a specific torque to a fastener, bolt or nut whenever there is a need to assure the tightness of the mechanical connection. Following the prescribed procedure and using a calibrated tool assures the proper tension and loading of the parts.
10 - Explorations: beyond the Welder
Fusion as an Energy Source: Challenges and Opportunities
http://www.iop.org/activity/policy/Publications/file_31695.pdf
Fusion's False Dawn ( Preview )(See also the Comments)
http://www.scientificamerican.com/article.cfm?id=fusions-false-dawn
Breaking the Climate Debate Logjam
http://www.scientificamerican.com/article.cfm?id=breaking-the-climate-debate-logjam
How to Become a Backyard Galileo (Minus the Church Trouble)
http://discovermagazine.com/2010/extreme-universe/26-how-to-become-backyard-galileo-minus-church-trouble
The Climate Machine
http://blogs.nature.com/climatefeedback/
11 - Contributions: Interview with Jon Cookson
During my four-year welding apprenticeship at Norfolk Naval Shipyard all of us welding apprentices (there were 33 of us at the very start of our first day ever welding) were shepherded by a Mr. Waters (I don't remember his first name). This was 1978 through 1982.
As a first-year apprentice Mr. Waters would come around to our jobsite (welding on U.S. Navy warships) and talk to us about our jobs and our concerns. This he did on a weekly basis as we worked through our first-year of welding apprenticeship. So we would see him at least once per week wherever we happened to be working throughout the shipyard.
The second year of our apprenticeship he would come around to our various jobsites every other week. And again he would talk to us about our jobs and our concerns. The third-year of our welding apprenticeship he would visit our jobsite every third week. So as we progressed in our apprenticeship he would visit us less and less and so wean us from dependence on him. The fourth year he would come around once-a-month to visit our jobsite and discuss our concerns and our future at the shipyard.
In this way, Mr. Waters, representing the welding apprenticeship program on the waterfront, would mentor all of us welding apprentices through our four-year apprenticeship. In the sink-or-swim mentality about welding training at the time his presence was a big help to our becoming more and more competent and professional about our welding responsibilities.
When I became involved in the Tidewater Section of the American Welding Society, I got involved initially by the determined invitations of a welding salesman by the name of John Gomez. For some reason still unknown to me he kept inviting me to local meetings.
He would do this every time I purchased welding supplies through him to fill the needs of the high school welding classes that I taught. John would always hand me a local meeting bulletin along with my supplies and tell me that I needed to come to a meeting.
After a while I got tired of hearing John always telling me to come to a meeting so I did. He was always there so there was someone I knew at the first few meetings and would not feel out of place. He was more relaxed and even more gregarious at the local meetings if that’s possible for a welding supply salesman.
Through him I met a lot of people a lot smarter about welding than I was. And gradually I went to more and more meetings until finally he suggested that I get involved with the local section executive board. And again he kept after me to get involved with the Tidewater Section executive board.
Eventually I relented and started asking the officers at the meetings how I could become a member of their executive board. It did not take long before I was a member of the executive board and then working my way up to Chair of the local meetings.
Since that initial foray into the local welding section meetings probably over 20 years ago I have been Chair of the section and held about every office but treasurer, set up and conducted district, and State welding contests, and met some extremely knowledgeable people about welding willing to share their collective wisdom.
Every one of those hours of meetings and days of activity has been a true treasure of learning from others, sharing information and discovering the subtle but substantial nuances about welding and cutting. Eventually it came to me that I was becoming a more and more valuable asset to the welding profession in my neck of the woods as I learned more and more about welding from going to the meetings.
In realizing this occurring I became more and more determined to give back so to speak to others and began to invite others to the local welding section meetings. Now I feel like I have become the John Gomez to others that John Gomez was to me as I assume the role of becoming the welcoming personality of the person that initially got me involved in our local welding section.
We are grateful to Jon who chose this form of account of his personal experience in preference to the standard Questionnaire originally proposed. Even this publication is meant to share the "collective wisdom" of all the readers who take the time to contribute from their experience for the benefit of other, unknown readers.
Those, at their turn, could kindly provide their nuggets of knowledge if only they were to put their fingers to the keyboard. This is the final invitation to the readers who committed to send their interview (but did not yet find the time) to do so now. Thanks.
12 - Testimonials
From: Marco Peeters
e-mail address: removed for security
To: Welding Advisers
Date: 16 Feb 2010, 07:11:32 AM
I receive almost a year the Practical Welding Letter, it is a very helpful document to find welding information in a very wide way.
[...]
Thanks and go on with this very helpful welding letter.
Kind Regards,
Marco Peeters
From: Uch Mann
e-mail address: removed for security
To: Welding Advisers
Date: 17 Feb 2010, 07:08:34 AM
Subject: Thanks
Hi Elia LEVI,
I've really enjoyed your consistent and invaluable articles.
They have really broaden my horizon in the field. Presently I am planning to
join the Engineering society in my area. You have really encouraged me in this
field an I hope to grow and do same contribution to the upcoming professionals.
[...]
Date: 18 Feb 2010, 08:12:19 AM
Subject: Very Grateful
Thanks so much for your immediate and unalloyed response.
I'm very grateful
Regards
Uche
13 - Correspondence: a few Comments
13.1 - A reader asks: "Is there a standard unit of measure for weld failure
in pipe welding? I.e. linear inch/foot or per weld basis?
Are there any published documents on this?"
I answered that maybe the term "weld failure" is not the correct one? The usual term is "discontinuity" which is interpreted as an interruption of normal features.
I was quite surprised by the question, because in the normal practice, linear discontinuities (similar to cracks) are never allowed, at least as far as they can be detected.
If a discontinuity can be accepted or not depends on its type and severity, as spelled out in the requirements, which are different, based on how critical is the application.
For pipe welding, a common Code is the
API Std. 1104 - Welding of Pipelines and Related Facilities
13.2 - A curious student "studying drafting and specializing in piping" sent a letter with 9 (nine) questions and 6 (six) sub-questions on very basic welding and related concepts. No efforts were done to conceal his complete ignorance. The initiative to learn an unknown subject is commendable and should be encouraged. For this a student can dispose of well endowed libraries full of instructive books. No short answer could ever replace the good welding books available to serious students.
14 - Bulletin Board
14.1 - PICALO 2010
Pacific International Conference on Application of Lasers and Optics
March 23-25, Shangri-La Hotel, Wuhan, P.R.China
www.laserinstitute.org
14.2 - Aluminum Association's 2010 Spring Meeting
April 14-17, The Westin Alexandria, Va.
www.aluminum.org
14.3 - GAWDA Spring Management Conference
April 18-20, Hyatt Regency, Chicago Ill.
www.gawda.org
14.4 - The Magic Page
http://magic.sitesell.com/Quark.html
To see the Titles of articles published in previous issues of Practical Welding Letter, click on Welding Topics
For the complete list and links to the previous issues, click on Index of Past Issues of PWL.
Important Announcement
For assembling at no cost your own Encyclopedia Online,
a rich collection of valuable information from expert Internet Sources, on
Materials, Volume 1,
and Metals Welding, Volume 2,
is now available.
See our New Page on Metals Knowledge.

BUILT BY:
![]()
Click on this Logo NOW!
Copyright (©) 2010, by Elia E. Levi and
www.welding-advisers.com
All Rights Reserved
See you next time...