| Back to Back Issues Page | ||||||||||||||
 |
||||||||||||||
|
PWL#167, Orbital Welding, Automatic programming of robotic welding, Resist. Brazing, Improved Vacuum July 03, 2017 |
||||||||||||||
| We hope you will find this Letter interesting and useful. Let us know what you think of it.
PWL#167 PWL#167, Orbital Welding of Tube Heat Exchangers, New Computer Aided Programming for Robotic Welding, Resistance Brazing questions, Improvements in Vacuum Furnace design, New Issue of HTPro, The Future of Thermal Spray, New Issue of iTSSe, Beyond the Welder and much more... July 2017 - Practical Welding Letter - Issue No.167DON'T USE REPLY to send your messages! Use the Contact Us form instead. This publication brings to the readers practical answers to welding problems in an informal setting designed to be helpful and informative. You are urged to pass-along this publication to your friends, if you like it, and if you think they may enjoy it. The addresses
reported hereafter were live and correct at the time of their publication. Note: References to articles or other documents are given here in one of two forms. If they are URL's (Uniform Resource Locator), which is the analogue of an address, they begin with "http://..." or "www.". If the information is important to you as we hope, you may save the selected pages
in a suitable folder on your Computer for easy reference. 1 - Introduction 2 - Article - Orbital Welding 3 - How to do it well: Programming for Robotic Welding 4 - Filler Metal for resistance brazing 5 - Online Press: recent Welding related Articles 6 - Terms and Definitions Reminder 7 - Article: Improvements in Vacuum Furnace Design 8 - Site Updating: Resistance Brazing 9 - Short Items 10 - Explorations: beyond the Welder 11 - Contributions: The Future of Thermal Spray 12 - Testimonials 13 - Correspondence: a few Comments 14 -Bulletin Board
2 - Article - Orbital Welding
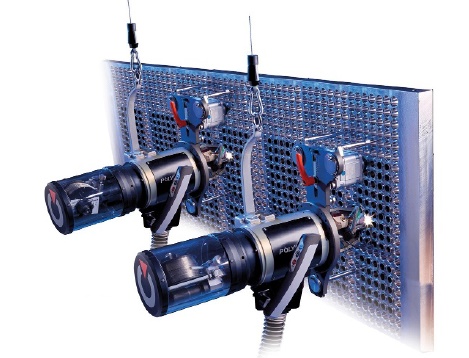
Orbital Welding is a well known and long time established procedure. It was developed originally for manually assisted, mechanized welding of stainless steel tube lines of aircraft engines. It is performed using a special Gas Tungsten Arc Welding (GTAW) torch, mounted on a specific device capable to make the arc follow a circular path around a tubular butt joint. In time it was adapted for the very specialized welding of tube heat exchangers. An article dedicated to this technology was published at page 68 of the June 2017 issue of the Welding Journal. It starts with a description of different types of Heat Exchangers for various industries, using a variety of design, materials and requirements, suitable for the most diverse utilizations. For higher pressure, tube heat exchangers are preferred. The most used types are tube bundle heat exchangers with U-tubes or with tubesheets. For designs where tubes are densely assembled, both manual welding and subsequent inspection are not practical: mechanized welding is often appropriate. After manual assembly and tack welding an orbital welding head is clamped onto the tube, which permits the weld to be carried out automatically. The article reviews the different types of welding performed on bent tubes or elbows and those where tube ends are slotted into the matching bores of tubesheets. Depending on requirements, the tube ends may be flush with the tubesheets, or alternatively either recessed or protruding, if improved mechanical strength of the connection is necessary. In either case there are good reasons for the specific design and the requirements must be met. Welding may be performed with or without filler metal, with partial or complete penetration, and with single or multiple welding passes, in which case the proper distance of the electrode is kept by the arc voltage control (AVC) that operates on a motorized slide. Those who specialize in welding tubes to tubesheets must be familiar with the requirements that vary from case to case, and must know how to satisfy them. The article concludes that orbital GTAW is a reliable joining process and supports fast, efficient, and economic assembling during prefabrication and on site. Interested readers are urged to get the complete picture by studying the original article reported above.
Several orbital GTAW heads on duty. A large number of recessed tubes have to be joined to the tubesheet. [From the Welding Journal June 2017, page 71] 3 - How to do it well: Programming for Robotic Welding
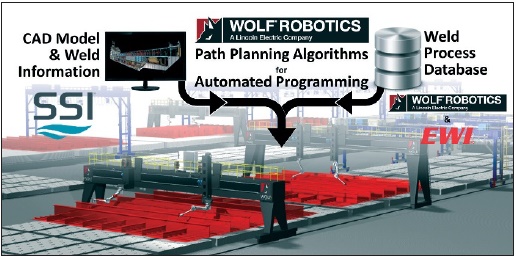
An article published at page 78 of the June 2017 issue of the Welding Journal explains how a complex system is being built to develop highly automated programming of robotic welding to achieve a larger robotic utilization in low volume industries such as shipbuilding. The major barrier preventing wider use of welding robots in shipbuilding is due to older programming methods relying still on manual programmer work. Notwithstanding the large diffusion of computer aided design and offline programming existing as a base for robotic programming, the large amount of manual manipulation and additional data entry is still limiting robotic technology utilization in US shipbuilding. Manual programming activities are required to identify welds and their sequence in drawings, to program robot motion and to include welding procedure data. It is commonly recognized that the technologies to automate the process have the potential to bring necessary advancements in an industry with shrinking welders base and pressure to reduce costs. The National Shipbuilding Research Program-Advanced Shipbuilding Enterprise (NSRP-ASE) conducts research and development on technologies that will reduce shipbuilding costs and construction times for the U.S. Navy and the U.S. shipbuilding and ship repair industry. The Computer Aided Robotic — Welding (CAR-W), sponsored by the above Program, has already developed technologies facilitating the automatic transfer of design data from the CAD system and production welding process data into a central production planning workstation where robot programs are generated and downloaded to the robot welding workcell. The improved transfer includes information on "what to weld" and "how to weld", automated path planning tools reducing manual intervention, complete with collision avoidance, proper gun angles and weld process control. The article moves on to describe in some detail specific issues that were addressed to better support off-line robot programming and enhanced software capabilities. The results reported are astounding. "The project team demonstrated successful automated programming of a production ship panel. Preliminary testing has indicated [that] up to 95% time reduction in manual operations for robot programming is achievable using the CAR-W methods." In the Conclusions the following is stated: "The capabilities show promise of substantially addressing the programming barrier that has hobbled the adoption of automation in shipbuilding and other low-volume industries." The article above is strongly recommended to all having an interest in developing robotic welding for low volume manufacturing. It is to be hoped that in time suitable prepackaged software with similar capabilities will be available also to other segments of the welding industry at large.
The CAR-W project team works to develop three key technologies enabling automated programming: CAD structures for generating and exporting robot-class weld information (SSI), a robot-class digital weld process database (Wolf Robotics and EWI), and generic robotic path planning algorithms for redundant kinematic systems to navigate 3D environments while avoiding collision with the environment and maintaining weld process control (Wolf Robotics). [From the Welding Journal, June 2017, page 80] 4 - Filler Metal for resistance brazing
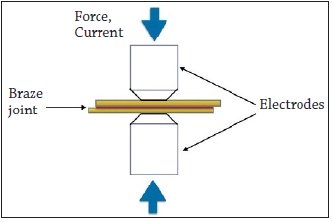
Answering to a query, referring to resistance brazing of contacts to a copper sheet base, Tim Hirthe in his periodic Brazing Q&A column, published at page 28 in the June 2017 edition of the Welding Journal, addresses a few critical issues. Contrary to what happens in spot welding, in manual resistance brazing of high-conductivity materials, the heat needed to melt only the brazing filler metal sheet is produced in the low conductivity electrodes, clamping the products to braze together. The heat for brazing will be generated in these electrodes, due to their high resistance, and theheat will be transferred to the joint via conduction. The electrode interface should be at higher temperature than that needed to melt the brazing metal, located in the center of the braze joint, but not so high to affect negatively the contacts to be brazed. The temperature gradient across electrodes and components can be reduced if necessary by slowing the heating time, but this will prolong processing time and reduce productivity, while drawing away heat from the joint through conduction and convection. The article includes a table of most commonly used brazing filler metals in foil form suitable for the application, with the recommendation to select a brazing filler metal with as low a melting temperature as possible. Interested readers are urged to seek the original column for learning non reported details.
Schematic of a Resistance Brazing Setup [From the Welding Journal, June 2017 - page 28] 5 - Online Press: recent Welding related Articles welding consumables market is forecasted to
register... Welding Products Market: Global Industry Statistics Will Reach USD 32.63 Billion by 2022 Orbital Welders – A Thinking Man’s Assistant Impact of Arc Welding Technology on Consumption of Welding Consumables Connect Issue 02 FINAL.pdf 6 - Terms and Definitions Reminder Impulse, in resistance welding, is a group of current pulses occurring on a regular frquency, separate only by an interpulse time. Joint efficiency is the ratio of strength of a joint to the strength of the base metal, expressed in percent. Kerf is the gap produced by a cutting process. Land is a nonstandard term for root face. Mask, in thermal spraying, is a device for protecting a substrate surface from the effects of abrasive blasting or for avoiding the adherence of a thermal sprayed deposit. Nonbutting member is a joint member that is free to move, during the welding process, in any direction perpendicular to its thickness. Oven dryer is used to eliminate moisture from covered electrodes and to keep them dry until used. Phase diagrams are graphical representations of the phases present in a particular alloy being held at a particular temperature. 7 - Article: Improvements in Vacuum Furnace Design
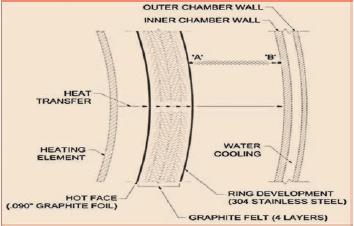
An instructive article published at page 6 of the HTPro of May-June 2017, Volume 5 Issue 2, the official bulletin of the Heat Treating Society of ASM International (included as attachment to the Advanced Materials and Processes Magazine (AM&P) of May-June 2017, page 56) describes the studies that were performed on the energetic efficiency of vacuum furnaces that brought about new developments in hot zone design. The studies showed that the all metal design (thin molybdenum and stainless steel shields) offer better vacuum and super clean work. However, they are more expensive, 30% less efficient, and usually last about half the time of other insulated hot zones. Ceramic fiber insulation is better but absorbs more water vapor when open to the air, requiring longer evacuation times. Various types of graphite felt and foil or boards currently enjoy industry preference, as their tendency to absorb water vapor is less than that of ceramics. The article describes tests that were conducted on a special design test furnace to compare power loss and insulation of different insulation systems. Then it shows new design principles for the hot zones of new furnaces for higher efficiency. Interested readers can read in detail on subtler modifications that bring improved performance. The complete bulletin should be downloadable from
Schematic of furnace wall cross section: Radiation heat transfer from ring wall “A” to cold wall “B” largely contributes to heat loss within the furnace hot zone. [From HTPro May June 2017, page 7 (57 of AM&P)] 8 - Site Updating: Resistance Brazing The note published above (4) reminds us of a particular process which may be economic for certain applications. Like always, attention must be paid to the details: in the above case, it concentrates on the lower conductivity required for the electrodes, to develop sufficient heat, and on the brazing temperature of the filler metal, the lowest practicable being generally recommended. As mentioned in the AWS Brazing Handbook (Fifth Edition), graphite electrodes are advantageous as they achieve high temperatures with low currents and provide better heat uniformity. We briefly update our page: Resistance Brazing, and in this occasion provide a link to this publication for readers looking for more details on the process described in the reported article of the above note. 9 - Short Items
9.1 - Abrasive is a hard substance used for grinding, honing, lapping, superfinishing, polishing, pressure blasting, or barrel finishing. Abrasives in common use are alumina, silicon carbide, boron carbide, diamond, cubic boron nitride, garnet, and quartz. 9.2 - Babbitt metal is a nonferrous bearing alloy originated by Isaac Babbitt in 1839. Currently, the term includes several tin-base alloys consisting mainly of various amounts of copper, antimony, tin, and lead used generally for bearing surfaces. 9.3 - Carbon Electrode is a nonfiller material electrode used in arc welding or cutting, consisting of a carbon or graphite rod, which may be coated with copper or other materials. 9.4 - Damage Tolerance is a design measure of crack growth rate. Cracks in damage-tolerant designed structures are not permitted to grow to critical size during expected service life. Also the ability of a part component, such as an aerospace engine, to resist failure due to the presence of flaws, cracks, or other damage for a specified period of usage. The damage tolerance approach is used extensively in the aerospace industry. 9.5 - Effective Crack Size is the physical crack size augmented for the effects of crack tip plastic deformation. Sometimes the effective crack size is calculated from a measured value of a physical crack size plus a calculated value of a plastic zone adjustment. 9.6 - Facing, in machining, is generating a surface on a rotating workpiece by the traverse of a tool perpendicular to the axis of rotation.
10 - Explorations: beyond the Welder Scientists in Limbo as US Supreme Court Allows Modified Travel Ban Why the "You" in an Afterlife Wouldn't Really Be You Nuclear Weapons Site Alarms Shut Off, Scientists Inhale
Uranium Brain-Invading Tapeworm That Eluded Doctors Spotted by New DNA Test Are You a Magnet for Mosquitoes? 11 - Contributions: The Future of Thermal Spray
Given the important role played by Thermal Spray in many applications for energy generation, a strong R&D (Research and Development) commitment is advocated to further expand this technology. An article expanding on the subject above was published at page 1 (35) in the official newsletter of the ASM Thermal Spray Society (International Thermal Spray and Surface Engineering - iTSSe of May-June 2017) Vol. 12 Issue 2, included as an attachment in the last Advanced Materials and Processes, a Magazine of ASM International. Energy production is essential to global economy: therefore materials engineering and coating selections are critical in reducing lifecycle costs and assuring sustainability. Thermal Barrier Coatings (TBC) are mostly applied by thermal spray with important investments in equipment and significant gains in the lifetime of essential components in the energy industry. As the demand for energy will continue to grow, so will studies and trials to modify and improve materials and techniques. Cold spray, low pressure plasma spray and other technologies adapted to fiber reinforced polymers will continue to be researched, but future coatings will evolve from scientific knowledge gathered over the past 20 years. Persons involved in this industry would do well keeping updated by following specialized publications like the above article, and reports on successful applications. The complete iTSSe newsletter should be downloadable from the page
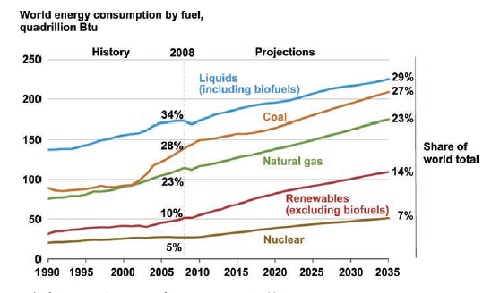
Renewables are the fastest growing source of energy consumption. [From iTSSe MayJune 2017, page 4 (38 of AM&P)] 12 - Testimonials On June 22, 2017 the following letter was received from Name: Yoni Adonyi Ph.D., P.E., AWS Fellow Dear Elia, [...] Regards, Yoni 13 - Correspondence: a few Comments [Note:The following is the standard answer that our readers are getting to their queries.] [Your e-mail address] 14 - Bulletin Board 14.1 - 25th Annual Conference on Composites and Nano Engineering. 14.2 - Weld Repair Conference 14.3 - 29th Heat Treating Society Conference and exhibition
See you next time... Catch now this rare Opportunity!  Watch - The Video: and also BUILT BY:
Click on this Logo NOW! No better way to get to know SiteSell, Specific questions about SiteSell? Copyright (©) 2017, by Elia E. Levi and Back to Past Issues of PWL. | ||||||||||||||
| Back to Back Issues Page |