| Back to Back Issues Page | ||||||||||||||||
 |
||||||||||||||||
|
PWL#133 - Business Software, Plasma Transferred Arc, Brazing differ. metals, Welding Fumes, Near net September 02, 2014 |
||||||||||||||||
| We hope you will find this Letter interesting and useful. Let us know what you think of it.
PWL#133 Business Software Benefits for small welding shops, Plasma Transferred Wire Arc Process for thermal spray, Correct design for brazing tubes of copper or steel to titanium, Welding Fume Mitigation, Near-Net Manufacturing, Architectural metalwork (NEW) and Bulletin 99 (NEW) on Welding Maintenance and Repair, and much more...
September 2014 - Practical Welding Letter - Issue No.133
Important NoticeThe Mid August 2014 Issue of Practical Welding Letter, Bulletin 99, introducing online Resources on Welding Maintenance and Repair was not distributed by e-mail but is available at Bulletin 99 and from the Welding Resources Page. DON'T USE REPLY to send your messages! Use the Contact Us form
instead. This publication brings to the readers practical answers to welding problems in an
informal setting designed to be helpful and informative. We actively seek feedback to
make it ever more useful and up to date. We encourage you to comment and to
contribute your experience, if you think it may be useful to your fellow
readers. You are urged to pass-along this publication to your friends, if you like it,
and if you think it may help them. If you received this from a friend and if you like
what you read, please Subscribe free of charge and you will also receive a bonus book
on Practical HARDNESS TESTING Made Simple. The addresses reported hereafter were live and correct at the time of their
publication. There is no guarantee that they will always be so, because they are
administered by the sources themselves and are under their control. If they are URL's (Uniform Resource Locator), which is the analogue of an address, they begin with "http://..." or "www.". These are not live and must be copied and pasted entirely into the browser (after having been selected with the mouse or otherwise). If they are long they may be displayed in two or more lines. In that case one has to care that the URL be copied completely in a single line without any space, and Enter. If the information is important to you as we hope, you may save the selected pages in a suitable folder on your Computer for easy reference. You are welcome to forward this page to those of your friends who may profit of this information.
(Sponsored Links)
1 - Introduction 2 - Article - Business Software Benefits 3 - How to do it well: Plasma Transferred Wire Arc Process 4 - Filler Metal for brazing copper or steel to titanium 5 - Online Press: recent Welding related Articles 6 - Terms and Definitions Reminder 7 - Article: Welding Fume Mitigation 8 - Site Updating: Architectural Metalwork (NEW), Bulletin 99 (NEW) 9 - Short Items 10 - Explorations: beyond the Welder 11 - Contributions: Near-Net Manufacturing 12 - Testimonials 13 - Correspondence: a few Comments 14 - Bulletin Board
2 - Article - Business Software Benefits
An Article published in the August 2014 issue of the Welding Journal at page 62, reports on the experience of a small welding shop which benefited from the application of a comprehensive management software. The article is written by the general manager of the software house, so that it may be biased in advertising their product. The purpose of this note is not to endorse or recommend in any way the specific solution promoted. However the subject may interest small welding shops with similar business managing problems, who may wish to explore this and similar administrative tools, to try to streamline their operations. The article reminds that the main business functions of any shop are inventory management, scheduling, and quoting and that these activities are always necessary, independent of size. The small shop whose experience is quoted in the article used to employ older programs and spreadsheets. However, due to lack of communication among the various tables, painstaking and time consuming manual work was required to compare notes and to transfer data, because separate functions required different systems. Essentially it happened that vital information associated with each quote, such as materials required and delivery dates, was not immediately visible to those filling the order on the shop floor. Filling the gaps was frustrating, and the time consumed while chasing the data could have been employed for more profitable activities. In short the old arrangements were limiting productivity improvements and reducing potential profits. In the specific case study reported, the software selected took a night to implement, and then a week to be tested and go live. While the smooth day to day running of operations was a key requirement, the software provided other more subtle benefits, like spotting opportunities for greater efficiency, identifying production problems, discovering how to better manage inventory, and seeing exactly what was impairing the profit margins. The article outlines the essential capabilities of the integrated software, able to tie together quotations with inventory and material ordering, forecasting and scheduling, all data being constantly updated and immediately visible to all concerned. By making good use of all the software capabilities, management can now turn attention to planning for growth, knowing when it is time to expand the business and make new investments for the future. Interested readers are urged to seek the original article. Note - The following image is an example of construction fabricated by the specific welding shop, whose case study is illustrated in the article.
From Harris Fabrication, Topeka Kan.
3 - How to do it well: Plasma Transferred Wire Arc Process
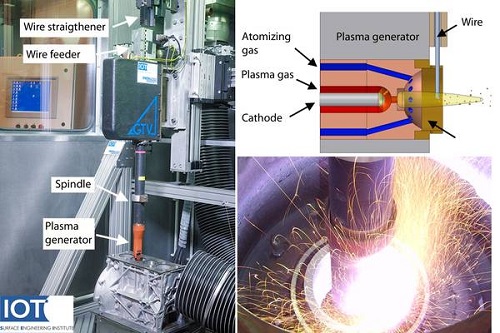
The following note is reported quite integrally from the International Thermal Spray & Surface Engineering supplement included in the August 2014 issue of Advanced Materials & Processes (AM&P), a publication of ASM International. One of the most recent success stories for thermal spray in the automotive industry involves the development of Plasma Transferred Wire Arc (PTWA) for aluminum engine blocks, in an effort to eliminate the need for cast iron liners. Facing the demand to increase fuel efficiency, automakers strive to reduce vehicle weight, and improve engine efficiency through reduction of internal friction losses. The Plasma Transferred Wire Arc (PTWA) process was developed to provide a thermal sprayed layer of the required characteristics onto the cylinder bore surfaces of aluminum cast engine blocks. In this process, a high temperature (>10,000°C) plasma jet is created between a nonconsumable electrode and a consumable composite ferrous wire with a 1.6 mm diameter. The plasma melts and atomizes the ferrous wire, which is continuously fed into a rotating spray gun introduced in the cylinders. Pressurized air atomizes and accelerates metal droplets (20 to 30 µm diameter) onto the internal surface of engine block cylinders. The molten composite wire oxidizes and builds up a rapidly solidified ferrous structure consisting of nanocrystalline iron and ferrous oxide to a final thickness of about 150 µm. The resulting surface structure of the composite coating promotes favorable lubrication, low friction, wear resistance, improved heat transfer, and decreased bore distortion. Seek the ITSSE August 2014 with a web search or directly from the link below. http://www.asminternational.org/documents/10192/20564188/amp17208p31.pdf Note: - The above publication offers also the first part of an article on
From IOT - RWTH
4 - Filler Metal for brazing copper or steel to titanium
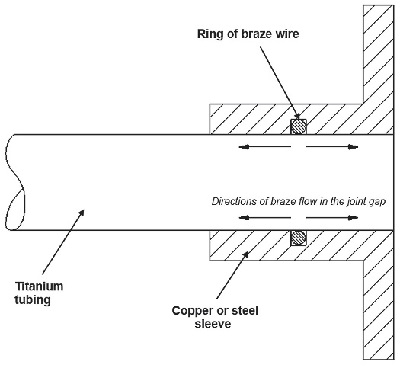
The Brazing Q&A note published in the August 2014 issue of the Welding Journal at page 26 reminds readers of a few important basic design rules that must be taken care of, while preparing for brazing. The questions refer to two different joint designs. The first one is about "brazing a Grade 2 titanium tube coil to an oxygen-free high-conductivity (OFHC) copper bushing, which is inside [of] a titanium tube." The second has "the outside CP titanium tubing diameter of 60 mm and thickness 2 mm, and the inside austenitic stainless steel tubing of the same thickness." Both designs were questioned by the Author, Alexander E. Shapiro, because breaking the first rule, stating that "The part having a larger coefficient of thermal expansion (CTE), should be outside, while the part having lower CTE should be inside". In the examples described the differences are significant, about a factor of 2 in steel-titanium and about 3 in the copper-titanium combinations. What happens is that the steel or copper tubes inside would shrink faster than the titanium during cooling, and that will result in tensile thermal stresses in the joint metal at high temperatures, when the joint metal is still weak. It may be tricky to obtain the correct clearance at brazing temperature that assures capillary spread of filler material. That temperature is a function of the brazing filler metal selected (790°C for BAg-8). The recommended clearance is generally 0.05-0.15 mm. As an additional precaution the author recommends to pre-place the filler metal ring in a suitable groove machined at about the middle of the overlap length, to have it run in both directions along a shorter path (about half long) than when placed at one end. The Author notes that two typical design options are used in the aerospace industry to improve reliability of titanium-steel or titanium-copper brazed connections. One is to make a rough thread connection to allow free flow of molten brazing alloy. The other is to make a cone-in-cone design joint with a preplaced braze foil inside the joint clearance and
slight compression during the brazing cycle. Interested readers are urged to seek the original article.
dissimilar base materials, with filler metal placed inside the joint.
From BRAZING Q&A - AWS WELDING JOURNAL / AUGUST 2014 page 26.
5 - Online Press: recent Welding related Articles Roll-to-roll Welding Process for Planarized Silver Nanowire Electrodes (Abstract) HYBRILAS project develops process for quick laser welding of thick sheets Honda NA Updates Welding System, Takes Surgical Approach to Other Upgrades The search for stronger welds forges research efforts Summer 2014 - Fusion Line 38
6 - Terms and Definitions Reminder Activated Rosin Flux is a rosin base flux containing an additive that increases wetting by the solder. Backhand Welding is a welding technique in which the welding torch or gun is directed in the opposite direction to the weld progress. Composite Electrode is a generic term for multicomponent filler metal electrodes in various physical forms such as stranded wires, tubes and covered wires. Exothermic Braze Welding is a braze welding process variation that uses an exothermic chemical reaction between a metal oxide and a metal or an inorganic nonmetal as the heat source, with a reaction product as the filler metal. Full Fillet Weld is equal in size to the thickness of the thinner member joined. Governing Metal Thickness is that of the sheet on which the required nugget size and depth of fusion is based (resistance welding). Heating Torch is a device for directing the heating flame produced by the controlled combustion of fuel gas. Plasma Arc Welding Torch is a device used to transfer current to a fixed non consumable welding electrode, position the electrode relative to the workpiece, and direct the flow of shielding gas and orifice gas.
7 - Article: Welding Fume Mitigation
We addressed the subject of fume mitigation in welding environments, in a website page. See Fume Hazards. We also dealt occasionally with welding fumes in several past issues of PWL. It is probably a coincidence that in the August 2014 issue of the Welding Journal three articles brought up this subject, but it is probably a necessary reminder without which all concerned would tend to forget it. The first on Manganese Exposure (page 36) reports on recent reduction of the American Council of Governmental Industrial Hygienists (ACGIH®) of the limit for manganese exposure. The official note states: "The current ACGIH TLV® (Threshold Limit Value) recommendation for Manganese, elemental and inorganic compound, as Mn is a TLV-TWA of 0.02 mg/m3, respirable and a TLV-TWA of 0.1 mg/m3, inhalable with an A4 carcinogenicity notation." Most welding fume is in the "respirable" category and typically contains a substantial amount of manganese. Therefore this large reduction from the previous one, in recommended exposure level, has large potential implications for the industry. The difference is that particles 10 µm in diameter and smaller are defined as "inhalable", which means they can be drawn in with breathing air. Particles 2.5 µm and smaller in diameter are defined as "respirable", which means they can not only be drawn in, but may reach the smallest recesses of the lungs, the alveoli, where the process of gas exchange takes place. The article explains that the originator of the above directives establishes guidelines, based solely on health concerns, but has no authority to enforce their adoption in practice. It will take more time until the National Institute for Occupational Safety and Health (NIOSH), will issue recommendations and until the Occupational Safety and Health Administration (OSHA) will publish binding requirements. Most likely, for the time being, the new limits will promote increased precision in measurements and protection, and developments in robotic welding in an effort to distance welders' lungs from the source of fumes. The article sees among the outcomes of the new guidelines stringently engineered ventilation systems, modified welding parameters, new filler materials, and personnel protective equipment with increased capability. Fume extraction can be very effective in preventing workers from being exposed. Relatively few workers are exposed to the very high levels of manganese known to cause acute effects. While the actual tolerated limits to be imposed in the next few years cannot be known in advance, it is prudent to take immediately the following mitigation actions.
Besides being a moral and legal responsibility for management, maintaining a safe and comfortable work environment for employees should be a high priority for companies, that can also provide a competitive advantage in attracting and retaining skilled welding operators. Among the factors that influence the efficacy of preventive measures are specific welding procedures that limit overwelding, instructing welders to properly position themselves away from the weld, and to place suitable fume extractors in the most efficient place. From the different types of fume extracting equipment available one should select the types that best provide the clean environment sought, relative to the type of work performed. Personal respiratory protection should be provided to welders working in confined spaces where engineering controls are not feasible. Respirators and filters need constant inspection and maintenance in order to be effective. The article encourages shop managers to consult with an industrial hygienist or other licensed safety professional. The third article on Questions You Need to Ask about Fume Control at page 56 addresses a few of the items that should be addressed to make sure the problems of fume control are properly dealt with. It starts by reminding the names of a few organizations that focus on air quality and environmental safety by instituting a number of rules and standards for industrial facilities. As no universal solution is applicable in an individual shop, the type of work being conducted, the means and the materials must be examined by a professional who can see the problems and suggest the solutions. One should first ask if and how is it possible to generate less welding fume, to limit the extent of the provisions to be used to control it. To capture fume at the source of generation by the use of suitable equipment may be the wisest solution to be considered. Different types of fume extractors are available including the fume-exhaust system built into the welding gun. Advantages and limitations must be taken into account before selection. It would not be acceptable to put a respirator on a welder and consider the problem solved. The whole space around welders must be always free of fumes. Filter systems block the fume particles and improve the quality of circulating air. But they need maintenance and periodic change. Fire prevention must be included in the considerations because fires may occur in fume extraction systems. Readers are urged to seek the original articles summarized here, because they may find useful suggestions precisely tuned to their unique situation.
From Westermans International
8 - Site Updating: Architectural Metalwork and Bulletin 99 on Welding Maintenance and Repair The two NEW Pages of this Month are unrelated, although it is obvious that Maintenance must be performed on any construction, if it has to stand the attacks of time and of wear and tear. The first one is a short review of some classic icons made of metal. Although built by technologists with the best techniques available at the time of their construction, their concept was imagined by someone with artistic bent. But not only world renowned metalwork is made. Many readers enjoy to build in their spare time complex art works. Some of their productions are illustrated in our page on Welding Art and in other pages. Other readers may gain inspiration to original endeavors just by looking around and seeing what has been done. Find the page at Architectural Metalwork. Bulletin_99 follows on the steps of Repair Welding to provide many online Resources on Welding Maintenance and Repair. Readers are invited to check the many facets of welding exposed in this website. You can always Contact Us if you feel that we could offer some help.
9 - Short Items
9.1 - Notch Strength is the maximum load on a notched tension-test specimen divided by the minimum cross-sectional area (the area at the root of the notch). Also called notch tensile strength. 9.2 - Offset Yield Strength is expressed in force per unit area by the stress at which the strain exceeds by a specific amount (the offset) an extension of the initial, approximately linear, proportional portion of the stress-strain curve. 9.3 - Proof Stress is a specified stress to be applied to a member or structure to demonstrate its ability to withstand service loads or the stress that will cause a specified small permanent set in a material. 9.4 - Rotary Forging is a process in which the workpiece is pressed between a flat anvil and a swiveling (rocking) die with a conical working face; the platens move toward each other during forging. 9.5 - Surface Roughness represents the fine irregularities in the surface texture of a material, usually including those resulting from the inherent action of the production process. Surface roughness is usually reported as the arithmetic roughness average, Ra, and is given in micrometers or microinches. 9.6 - Turning is removing material by forcing a single-point cutting tool against the surface of a rotating workpiece. The tool may or may not be moved toward or along the axis of rotation while it cuts away chips of material.
10 - Explorations: beyond the Welder Liquid Salts Bypass Skin to Treat Infections Imprint of Primordial Monster Star Found Hundreds of Methane Plumes Spotted on Seafloor Why Digital Music Looks Set
to Replace Live Performances Sleepy Teens: High School Should Start Later in the Morning
11 - Contributions: Near-Net Manufacturing
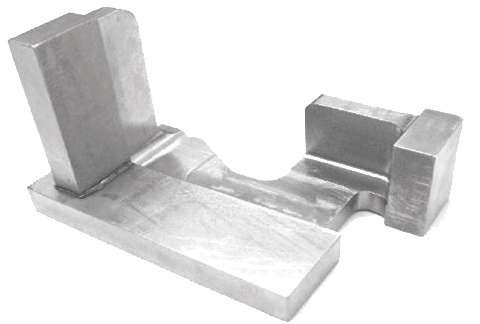
An Article from page 26 of the August 2014 Issue of Advanced Materials & Processes (AM&P), a publication of ASM International, illustrates a novel way of preparing the material for the machining of final expensive parts as required by the aerospace industry. This approach takes into account that traditional manufacturing using Subtractive Manufacturing, by means of chip removal, is extremely wasteful of expensive materials. Conversely the promising technologies of Additive Manufacturing, by means of laser beam welding (LBW) or electron beam welding (EBW), but also by ultrasonic welding, that consist in building complex parts layer by layer, is considered to be still a decade away from attaining meaningful implementation in demanding industries. As an interim solution capable of reducing significantly the cost of the material to be machined, even if unable of reaching the potential of Additive Manufacturing, it is proposed to build a machinable body by welding simple blocks together. While this model was known and applied using traditional welding methods, the novelty proposed in the article is the Linear Friction Welding (LFW) process, where heating of the mating surfaces is obtained by rubbing together the blocks by a to and fro relative movement. Then, once the required heat is achieved, normal pressure is applied to forge the joint. The article points out the high quality of the joints obtained but informs readers that the high cost of the special large, complex, and expensive machines to be used for welding is often seen as prohibitive. Nevertheless as experience is gained and prices are reduced, the technology is appreciated, for expensive parts, as a bridge between traditional machining and future additive manufacturing. More on this subject can be found in the following article: Interested readers who may wish to consider solutions to their special problems, are urged to seek the original article where a contact can be found to one of the companies making the equipment described.
Near net Pre-welded Metal Blocks Photo by TWI from AM&P, August 2014 Issue, page 27
12 - Testimonials Friday, August 01, 2014 Hello and Thanks Elia, Jay Markwart
On Tue Aug 19 02:23:04 2014, the following results were submitted from the "Form 5" on welding-advisers.com: Name: Anand Charya Organization: Artisan [...] Anand Charya
13 - Correspondence: a few Comments I am always baffled when what is expected to be a question is instead a statement like in the recent examples hereafter: 1 - Details: salvage operations 2 - Details: maintenance of tanks according to api 653 The first one is probably looking for advertizing his services. The second one knows apparently what he needs but does not care to formulate a question. In both cases no answers can be given.
14 - Bulletin Board 14.1 - IMTS 2014 - International Manufacturing Technology Show 14.2 - North American Cold Spray 2014 14.3 - Aerospace Coatings: 14.4 -
Welding Summit Workshop AWS
 Watch - The Video: and also BUILT BY:
Click on this Logo NOW! Copyright (©) 2014, by Elia E. Levi and See you next time...
|
||||||||||||||||
| Back to Back Issues Page |