| Back to Back Issues Page | ||||||||||||||||
 |
||||||||||||||||
|
PWL#142,Turbine Airfoil, Back to Basics, SAW for Creep Resistant Steels, Cold Spray, Nanocomposite June 01, 2015 |
||||||||||||||||
| We hope you will find this Letter interesting and useful. Let us know what you think of it.
PWL#142
PWL#142 - Advanced Turbine Airfoil Development, How to avoid unacceptable weld defects, How to use successfully Submerged Arc to weld Creep Resistant Steels, High Pressure Cold Spray, Mechanical Properties (NEW) and Bulletin 108 Resources (NEW), Nanocomposite Coatings and much more...
June 2015 - Practical Welding Letter - Issue No.142
Important NoticeThe Mid May 2015 Issue of Practical Welding Letter, Bulletin 108, dealing with online Resources on Mechanical Properties (NEW) was not distributed by e-mail but it is available at Bulletin 108 and from the updated Welding Resources Page.
DON'T USE REPLY to send your messages! Use the Contact Us form instead.
You are urged to pass-along this publication to your friends, if you like it, and if you think they may enjoy it. The addresses reported hereafter were live and correct at the time of their publication. Note: References to articles or other documents are given here in one of two forms. If they are URL's (Uniform Resource
Locator), which is the analogue of an address, they begin with "http://..." or "www.". If the information is important to you as we hope, you may save the selected pages in a suitable folder on your Computer for easy reference. (Sponsored Links)
1 - Introduction 2 - Article - Advanced Turbine Airfoil Development 3 - How to do it well: Back to Basics 4 - How to use Submerged Arc to weld Creep Resistant Steels 5 - Online Press: recent Welding related Articles 6 - Terms and Definitions Reminder 7 - Article: High Pressure Cold Spray 8 - Site Updating: Mechanical Properties (NEW) and Bulletin 108 (NEW) 9 - Short Items 10 - Explorations: beyond the Welder 11 - Contributions: Nanocomposite Coatings 12 - Testimonials 13 - Correspondence: a few Comments 14 - Bulletin Board
2 - Article - Advanced Turbine Airfoil Development
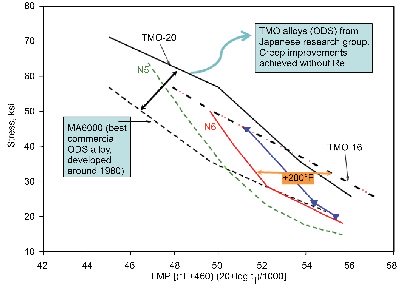
An article recently published in the May 2015 Issue of Advanced Materials and Processes, an ASM International publication, at page 21, summarizes neatly and concisely the progress achieved and the development avenues most likely to be pursued on the subject. The Author, Mike Nathal, retired from the NASA Glenn Research Center, is most qualified to offer the best perspective, having been personally involved in relevant projects. Turbine Airfoil design and manufacturing are at the forefront of technological realizations, as they permit successful performance of gas turbine engines at high temperatures and stresses. Nevertheless the best present state of the art, consisting in cast nickel-base superalloy single crystals, air cooled through delicate internal passages and protected with thermal barrier coatings, is about 30 years old. He describes briefly the development of the technology (from 1970) and its achievements with nickel alloys. Successive generations of alloy development provided incrementally higher creep strength, but the rate of progress decreased. Improved materials and processes are still much needed to satisfy demanding requirements for future turbine engines. Among the most favored research and development paths quoted in the article, Oxide Dispersion Strengthened (ODS) alloys and Ceramic Matrix Composites (CMC) seem those having good chances to be improved to display substantial performance gains. The actual composition of proposed ODS nickel alloys is so similar to that of the cast superalloy counterparts that coating by Thermal Barrier Coatings (TBC) should not be a problem. An interesting processing route of ODS airfoils is described as complex cooling geometries can be achieved by fabricating blades from stacked wafers with etched cooling passages. The article reviews also considerable progress in developing cobalt base alloys strengthened by (gamma - gamma prime) microstructure mechanisms similar to those used in nickel alloys, but their high densities (exceeding 9 g/cm3), low gamma prime solvus, and unknown oxidation resistance remain formidable barriers. The author, by pointing to what he describes as "low hanging fruits", recommends a program directed at developing ODS alloys for use in turbine blade applications, with the aim to replace with some advantages the current high pressure turbine airfoils based on nickel base single crystals. Remarking that the design of ODS Alloys is largely unexplored, the Author is confident that by applying innovative processing, the present limitations to the sought applications might eventually be overcome. In particular he discusses in detail the potential barriers to ODS Alloys by describing a list of past ODS shortcomings, suggesting the avenues of aimed development efforts. From the analysis he infers that improving the properties of ODS alloys over those of superalloy single crystals appears quite feasible through updated alloy design. He points to exceptional creep properties that were already achieved without expensive, strategic elements, suggesting that in comparison with alternatives, risks are modest and payoffs significant. Technological solutions are available to achieve the balance of properties required for a high pressure turbine blade including cost, strength, toughness, impact resistance, oxidation and corrosion resistance, TBC compatibility, and manufacturability. In addition to alloy development, concerns that must be addressed in future development efforts include ductility, thermomechanical fatigue, and processability. Use of modern modeling and design tools could accelerate maturation of this promising technology. As the quoted article is highly instructive, it cannot be summarized usefully by preserving the whole breadth of information and discussion of alternatives. Therefore it is strongly recommended that interested readers seek the original one, to read it several times for full enjoyment, to be informed on the new frontiers and on the exciting goals to be achieved with well directed research.
Early ODS alloys show substantial improvements in creep capability over the best single crystals without any refractory element additions
[From AM&P May 2015, page 23]
3 - How to do it well: Back to Basics
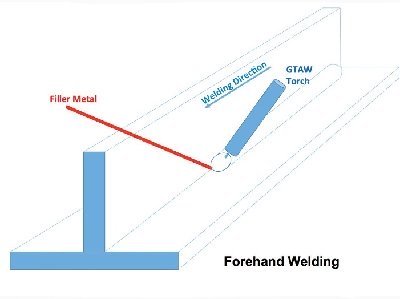
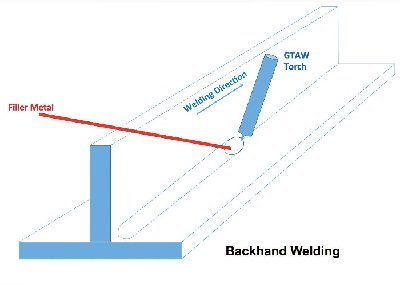
As regular PWL readers already know since a long time, I love to quote from Damian J. Kotecki's column Stainless Q&A, published frequently in the Welding Journal. The important lessons given in those page are clear and to the point. Sometimes, like in this occasion, they point to basics, possibly given for granted by skilled welders, and checked only seldom, if problems arise. In the May 2015 issue of the Welding Journal at page 24, the lack of penetration at the root in fillet GTA welds of stainless steel joints is addressed. The Author, on the simple cue of a somewhat concave appearance of the weld beads in the macrograph submitted by the inquirer, correctly interpreted the welds being performed with the forehand technique. He explains that while this technique, also known as "pushing the weld pool" may be adequate for Gas Metal Arc Welding (GMAW) (except with larger weld pools), in GTAW, the forehand technique, involving dipping the filler metal into the leading edge of the weld pool, causes the filler metal to bridge over the root, preventing root penetration. On the other hand, GTAW by the backhand technique, also known as "pulling the puddle", has the welding torch direct the arc at the leading edge of the weld pool and at the root. The filler metal is dipped at the trailing edge of the weld pool, out of the way for bridging. The weld profile tends to be flat or slightly convex. It was found that the welder had indeed been using the forehand technique. By instructing the welder to repeat the procedure using the backhand technique, the new qualification test successfully produced root penetration as required. The Author notes that AWS B2.1/B2.1M:2014, Specification for Welding Procedure and Performance Qualification, does not require to include forehand vs. backhand technique as "essential variables" in the list of data to be included in Welding Procedure Specification (WPS) nor in Procedure Qualification Record (PQR), as he suggest they probably should. Interested readers are urged to seek the original article quoted above.
Schematic of Forehand Vs. Backhand GTAW
4 - How to use Submerged Arc to weld Creep Resistant Steels
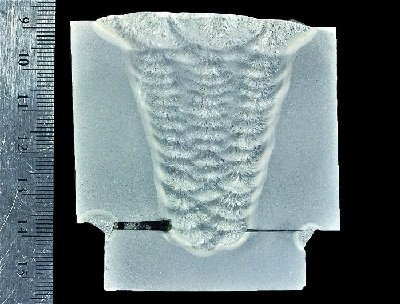
An Article published at page 90 of the May 2015 Issue of the Welding Journal advises on how to select Submerged Arc welding parameters to weld creep strength-enhanced ferritic steels (CSEF) such as Grade 91, in order to obtain the desired mechanical properties, especially ductility and toughness. These advices may be especially important in cases where the standard recommendations maximizing heat input and deposition rate fail to provide acceptable results. The Authors remind that excessive dilution, especially when welding dissimilar metals, can be a potential hazard. The suggested way to obtain desirable mechanical properties from submerged arc welds in CSEF steels, is to deposit beads of smaller size, placed accurately and evenly to fill the joint. The smaller beads cross section provides further tempering and promote grain refinement by the heat from subsequent beads. This technique, called temper bead tempering, was mentioned (5) in Issue 24 of Practical Welding Letter for August 2005 (Click on PWL#024 to see it). Unfortunately the online link provided at that time is no more active. However the article signaled, Exploring Temper Bead Welding by Walter J. Sperko, is still available to those having access to the Welding Journal Archive issue of July 2005. The overlapping multiple beams technique helps the weld metal obtain the desired mechanical properties. Interested readers are urged to seek the reviewed article quoted at the top of this note.
2.0-in.- (50-mm-) thick Grade 91 SAW weldment using consistent and evenly placed beads. [From the Welding Journal, May 2015, page 91]
5 - Online Press: recent Welding related Articles Welding Handbook, 9th. Ed., Vol. 5, Materials and Applications, Part 2 (NEW) Welding Begins on Orion Pathfinder Welding Simulation Now Offered Through the Altair Partner Alliance Lincoln Tech Joins American Welding Society As Educational Institution Member What Engineers need to know about Laser Screw Welding (LSW) 6 - Terms and Definitions Reminder Longitudinal Resistance Seam Welding is the making of a resistance seam weld in a direction essentially parallel to the throat depth of a resistance welding machine. (Opposite to Circular). Manual Brazing is an operation performed and controlled completely by hand. Notched Specimen is a test specimen that has been deliberately cut or notched, usually in a V-shape, to induce and locate point of failure. Oxidized Steel Surface is that having a thin, tightly adhering oxidized skin (from straw to blue in color), extending in from the edge of a coil or sheet. Preheat is the heat applied to base metal or substrate to reach and maintain preheat temperature. Robotic brazing is a process performed and controlled by robotic equipment. Surfacing metal is the alloy or metal applied to a base metal substrate while surfacing. Weld toe is the junction (line) between the weld face and base metal. 7 - Article: High Pressure Cold Spray
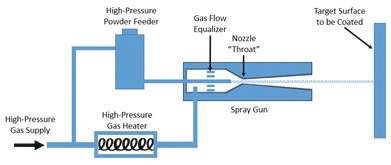
A new Book on Principles and Applications of High Pressure Cold Spray, is announced at page 6 in the International Thermal Spray & Surface Engineering (iTSSe) of May 2015 supplement, inserted in the May 2015 Issue of Advanced Materials & Processes, an ASM International publication. The book, to be published by ASM International later on this year, is introduced as a highly practical and useful reference book that presents an in-depth look at the high pressure cold spray process, and also describes applications in various industries. It is expected to be a trusted resource, both comprehensive and technically advanced. Various applications of cold spray processes including protective coating production, development of performance-enhancing layers, repair and refurbishing of parts are elaborated in each industry with illustrative case studies by cold sprayers actively involved in the field. Selected topics will include:
The book is advertised as a must-have resource for anyone involved in cold spray technology, from coating design and development to performance of coatings and coated parts in both the laboratory and industrial environments. The complete May 2015 iTSSe publication can be downloaded (possibly only for a limited time) from the URL (Internet address) shown hereafter in section (11). Interested readers are invited to be ready to order the announced book when available.
High-pressure Cold Spray (HPCS) Schematics
8 - Site Updating: Mechanical-Properties (NEW) and Resources (NEW) The Pages of this Month relate to a very important subject, at the base of material selection for any new design of structures or constructions. The Mechanical Properties of the materials employed should be adequate for the conditions the manufactured items will meet along their service life. Welding engineers, if asked during design review, should alert manufacturers of any dangers that welding processes might impair the original properties of materials. Therefore a common language must be developed between designers and welding experts, whereby requirements and performance should be compared and verified. In many important cases, especially in aerospace structures, specific testing programs must be set up, to monitor and validate the behavior of the construction under service loads and conditions. The new page on Mechanical Properties is found by clicking on the link. For additional links to Online Resources on the same subject, readers are referred to the new Mid Month Bulletin 108 that may be useful to those looking for further information. Readers can download the pages of interest in special folders they may set up for this purpose in their computers. Large amounts of knowledge are freely available to anyone in the Welding Advisers website. One can review the Site Map and the Index Welding Page to find what one looks for. One can also perform a search, by typing the requested terms in the box that appears in almost every page of the Welding Advisers website: the Results Page(s) will include also the pertinent articles of all issues of this Practical Welding Letter. Questions, comments and feedback are always welcomed. 9 - Short Items
9.1 - Open Hearth Furnace is a reverberatory melting furnace with a shallow hearth and a low roof. The flame passes over the charge on the hearth, causing the charge to be heated both by direct flame and by radiation from the roof and sidewalls of the furnace. 9.2 - Press Forming is any sheet metalforming operation performed with tooling by means of a mechanical or hydraulic press. 9.3 - Roller Leveling is performed by passing flat sheet metal stock through a machine having a series of small-diameter staggered rolls that are adjusted to produce repeated reverse bending. 9.4 - Surface Modification is the alteration of surface composition or structure by the use of energy or particle beams. Two types of surface modification methods commonly employed are ion implantation and laser surface processing. 9.5 - Total Elongation is the total amount of permanent extension of a test piece broken in a tensile test usually expressed as a percentage over a fixed gage length. 9.6 - Wiring is the formation of a curl along the edge of a shell, tube, or sheet and insertion of a rod or wire within the curl for stiffening the edge.
10 - Explorations: beyond the Welder Giant Telescope in Hawaii Progresses, with New Restrictions Heaviest Downpours Rise across the U.S. Doctors Are Poorly Trained in End-of-Life Care, but That Can Change Crazy, Wonderful Spacecraft Orbits Iron Man-Like Exosuit to Expand Ocean Exploration [Video] 11 - Contributions: Nanocomposite Coatings
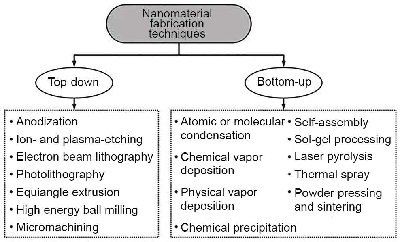
For those interested in reading a review of a comprehensive exposition of nanomaterial properties and of nanocomposite coating advantages, two opportunities are reported here, easily available to our readers. The first is an excerpt article, titled Nanocomposite Thermal Spray Review from the complete publication addressed further down in this page. It appears at page 8 of the iTSSe publication already mentioned above in Section (7). The article reviews the current state of thermal spray nanocomposite coating development. Types of commercially available nanocomposite thermal spray feedstock materials, and those in development are assessed. It briefly lists and explains spray processes (HVOF, DTS, SPTS). Deposition mechanisms and specific nanocomposite materials used for each technique are highlighted, together with the unique microstructure of the deposited coatings in relation to process and compositional control. Mechanical strength and toughness, wear resistance, and thermophysical and electrical properties are considered exceptional and highly important for specific applications. Describing Nanomaterial and their properties the authors point to their various unique size dependent physical properties, and explain the basic approaches to production: top-down and bottom-up methods. Nanocomposite coatings can be matrix-reinforced or layered, whose differences are briefly outlined. An instructive table on Inputs that control the future of Nanoscale processing via Thermal Spray shows challenges, current and future applications and far future objectives. The iTSSe publication is presently downloadable from: http://www.asminternational.org/documents/10192/25057516/amp17305p31.pdf/64d5cfd1-99b6-454a-92f0-b47c7fe6799c Note: It may be removed from the Internet by the Source at any time. The complete article titled Nanocomposite coatings: Curious readers willing to remain updated in breakthrough technologies should profit from these opportunities by downloading, reading and saving the articles for further reference.
The top-down and bottom-up approaches for nanomaterials fabrication.
12 - Testimonials Date: 01 May 2015, 07:48:39 AM Re: PWL#141,Welding Engineering & Metallurgy Ref PWL#141 Many Thanks. Sincerely, David D W Harvey, PhD. - Director & Welding Metallurgist,
On Fri May 01 11:13:44 2015, the following
results were submitted from the
"Form 5" on welding-advisers.com: Name: John Diehl
13 - Correspondence: a few Comments As readers may recall, this column brought last time, what seemed to me a call for help from someone who described the hardships of his life. I offered to be the link if someone was kind enough to offer any kind of assistance. Moreover one person thought I just fell in a trap, by "dignifying the writer of that garbage" with my comment, and another thought that "the departing readers account of his life almost sounds fabricated". I just don't know any better to
confirm or decline the negative impressions. If anyone would be so kind to write a happier story of whoever overcame the difficulties and made it to become a proud welder who loves his/her work, I would gladly publish it in this space. 14 - Bulletin Board 14.1 - U.S. and European Welding Standards: Conference of GSI/AWS 14.2 - 2nd Welding Education, Skills, and Certification Conference 14.3 - Workshop on Weld Residual Stress and Distortion Prediction 14.4 - Pipeline Conference 14.5 - 18th Annual Aluminum Conference
 Watch - The Video: and also BUILT BY:
Click on this Logo NOW! Copyright (©) 2015, by Elia E. Levi and
 See you next time...
|
||||||||||||||||
| Back to Back Issues Page |