| Back to Back Issues Page | |||||||||||||
 |
|||||||||||||
|
PWL#102 - Process Optimization, Squeeze time, Joining SiC, HYB, PM/HIP January 31, 2012 |
|||||||||||||
| We hope you will find this Letter interesting and useful. Let us know what you think of it. PWL#102 PWL#102 - Process Optimization and Innovation, Establishing Squeeze Time, Joining SiC with Multiphase Braze Alloy Interlayer, New Extrusion Welding Process, New method (PM/HIP) for manufacturing Large High Pressure Retaining Components for Power Generation, Power Sources, Welding Machines and much more...
DON'T USE REPLY to send your messages! Use Contact Us instead. This publication brings to the readers practical answers to welding problems in an informal setting designed to be helpful and informative. We actively seek feedback to make it ever more useful and up to date. We encourage you to comment and to contribute your experience, if you think it may be useful to your fellow
readers. You are urged to pass-along this publication to your friends, if you like it, and if you want to help them. If you received this from a friend and if you like what you read, please subscribe free of charge and you will also receive a bonus book on Practical HARDNESS TESTING Made Simple. Note: References to articles or other documents are given here in one of two forms. If the links are "live" (usually underlined or otherwise highlighted) they are operated with a click of the mouse. If they are URL's (Uniform Resource Locator), which is the analogue of an address, they begin with "http://..." or "www.". These are not live and must be copied and pasted entirely into the browser (after having been selected with the mouse or otherwise). If they are long they may be displayed in two or more lines. In that case one has to care that the URL be copied completely in a single line without any space, and Enter.
1 - Introduction 2 - Article - Process Optimization and Innovation 3 - How to do it well: Establishing Squeeze Time 4 - Filler Metal Joining SiC: Multiphase Braze Alloy Interlayer 5 - Online Press: recent Welding related Articles 6 - Terms and Definitions Reminder 7 - Article - New Aluminum Solid State Welding 8 - Site Updating: Power Sources, Welding Machines (R) 9 - Short Items 10 - Explorations: beyond the Welder 11 - Contributions: Large Power Generation Components 12 - Testimonials 13 - Correspondence: a few Comments 14 - Bulletin Board (Sponsored Links)
1 - Introduction Hello, welcome back. First of all please see the URGENT! note further down at 14.1, because it would be a pity to miss the webinar if it might interest you. Now, to our normal affairs. As promised in the last Mid January Bulletin 69 on Cost Reduction (See PWL#101B) this Issue 102 of Practical Welding Letter opens with the most interesting and important article of my friend and mentor Naddir M. Patel on Process Optimization and Innovation. It is important because it touches on the pockets of most industries involved in welding, by showing that substantial gains may be obtained by looking for wastes and eliminating them. The author knows what he preaches, having worked practically at a number of projects with successful results. The article that follows shows the suggestions of an expert who explains how to establish squeeze time in resistance welding. This kind of practical advice should be always welcome. Then comes a report on development of brazing material for quite a particular brazing system, involving silicon carbide liners for nuclear plants. For most of us it is not our piece of cake, one should say, but anyhow... It is shown as a progress capable to stand the disastrous effects of accidents that plagued the Fukushima nuclear plant in Japan last year. It also demonstrates that a Research Institute with the vision of an urgent, practical, safe and economic solution is able to produce results by coordinating focused efforts. Innovation in welding is always welcome. Now it is about a new solid state process developed for welding aluminum and consisting in extruding filler material right into the joint. It should become competitive with Friction Stir Welding, at least for certain applications. This month the pages added to the website deal with two subjects. One, new, is about Power Sources for arc welding. The second one, completely rewritten, describes some common features of Welding Machines in general. Finding new, improved and less costly ways to manufacture large components to stand high pressures at elevated temperatures, is a continuous challenge for power generation industries. Now improvement of materials and equipment permit to reach the goals by using Powder Metallurgy and Hot Isostatic Pressing, but up to now these are not yet approved methods for the purpose. To overcome the last objections of the statutory authority (ASME) in charge of writing the rules (the Boiler and Pressure Vessel Code) a program was initiated to have them test and decide. The other sections can be found at their regular place. It is obvious that not all sections can be of interest to all of the readers. The point is to satisfy most of them. To be more responsive we would need to know what readers want. We introduced also a short Form for expressing satisfaction or complaints once you receive from us answers to your inquiries. Let us know your preferences by using the Contact Us Form. We welcome your contributions, reflecting your unique knowledge and experience. Take the initiative, make your point, tell your opinion, write your piece.
2 - Article - Process Optimization and Innovation |
| Problem Statement | Goal | Focus |
| DEFECT | FASTER PROCESSING | LEAN |
| DELAY | BETTER PRODUCT | 6 Sigma |
| DEVIATION | CHEAPER PRODUCTION COSTS | 6 Sigma |
Lean promotes efficiency by ensuring breakdown free production and targets operational waste through drastic reduction in repair or re-work.
Six Sigma targets product (or service) variation by tracking process/product metrics. The goal is to reduce process or product variation (or process/product defects) to 3.4 (6 Sigma) spaced over a million operations.
LEAN targets Waste as the enemy of any process.
WASTES are losses like Delay, Repair, Rework, any value depleting operations such as unnecessary transportation and motion of material or people, waiting for information needed for a decision, etc., anything that affect costs and schedules. By identifying and eliminating waste, you can transform your company into a Leaner, and ultimately, a more profitable organization.
Wastes include:
- Over production. E.g. Over re-inforcing the weld. Worse, welding a root pass too wide leads to the bead sagging in the overhead position.
- Waiting. Time delays or idle time between processes. E.g. completion of NDE; poor scheduling of filling passes.
- Transportation. Improper or unnecessary handling. E.g. Poor logistics planning leading to repeated moving welded cans and whatever other welded products or plates.
- Inventory. Holding or purchasing excessive material, or materials not meeting code or client specification.
- Motion. Non productive/non value adding operations such as Materials and tools needing to be located (poor housekeeping), located at a distance or for repair of defects.
- Over processing. Unnecessary processing steps that lead to producing scrap or parts that require rework.
- Defects.
- Ignoring innovation. Not using human resources optimally (not implementing the ideas / suggestions of employees). Not empowering/involving employees in optimization campaigns.
SIX SIGMA involves SQC (Statistical Quality Control) and the following protocols.
PDCA: Plan-Do-Check-Act or
DMAIC:
- Define - the specific problem or improvement focus area.
- Measure - Data Collection of existing process.
- Analyze - Weaknesses, defects-process deviations and locate root causes.
- Improve -through data generated solutions Pareto-Ishikawa.
- Control - Fool proof the process.
STRATEGY:
One does not need to invest in exotic and expensive statistical protocols and then invest some more in training to accrue benefits.
Management simply needs to leverage their existing QA staff to go beyond form populating and into simple data collection and analysis duties as enumerated below.
1. Mapping (flow-charting) the process.
Value Stream Maps will identify the process steps that are causing delays. Action can then be taken to remove the source of those delays. Spaghetti Diagrams will in turn identify and eliminate unnecessary movement of people or materials.
2. Control Charting to measure and monitor the performance of any process.
See the example of tracking weld deposition rates of various welders on a shift, as well as an individual welder through an 8 hour shift.
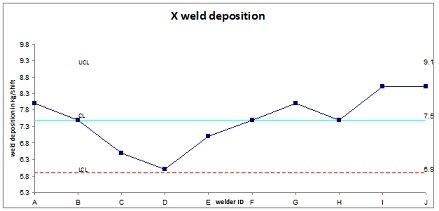
(OF 11 WELDERS TRACKED THROUGH AN 8 HOUR SHIFT).
This chart can then be used to identify and benchmark the best performance.
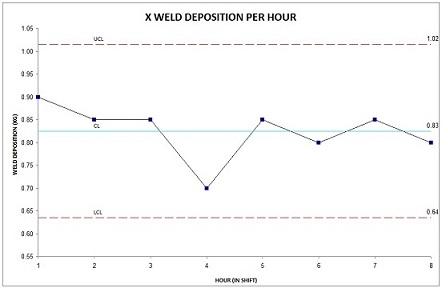
(OF ONE WELDER TRACKED ON AN HOURLY BASIS
THROUGH AN 8 HOUR SHIFT)
Using the benchmarked performance of FIG.1, the individual control chart FIG.2 can now be tracked to locate reasons for performance deviation. Aside from time, factors such as current, arc distance, time to change the electrode, etc. can all be analyzed.
Once tracked, the root causes of the bottle-necks in the process can now be targeted, using Pareto graphing, and Ishikawa (fish bone) diagrams. The example below, shows types of defects/discontinuities noticed during a standard vessel fabrication campaign.
Causes that contribute to the defect or performance deviation can then be totalled and charted through a PARETO chart.
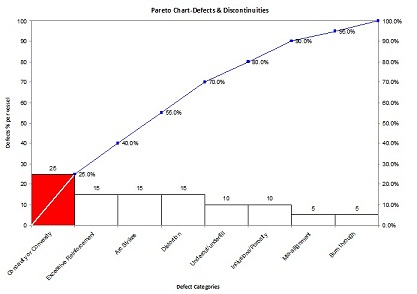
This chart outlines where the effort on defect removal should be focused.
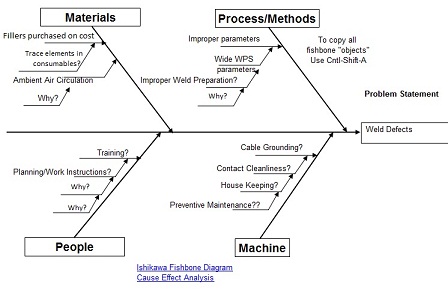
This chart documents every possible cause for the defect and is, in effect, a solution generation mechanism.
Process Variables can be demonstrated through a Fish bone or Ishikawa diagram focused on a problem statement.
Following a protocol known as 5 Why’s, that is, asking "Why" 5 times for any problem occurrence; a foundation is laid for identifying the root causes of any problem.
Once identified, an action plan can be put in place to fool-proof the process and prioritize corrective actions.
3. Matrix diagrams can then be generated to document proposed solutions. Once documented, work instructions and check-sheets, similar to ISO 3834 protocols can be generated. The welder now has a concise summary of what parameters will ensure not just adherence to code, but also an optimized, defect free performance. The process is now standardized and can be used to implement ISO if required.
Conclusion
Spending time on grinding spatter, chipping slag, grinding welds down to final size or reworking/repairing parts, is a resource depleting effort. It slows production rates, reduces operational efficiencies dramatically and drains value from the project.
Not tracking performance on the shop floor is equivalent to not tracking your personal finances or instruments. It is a recipe for disaster especially in competitive international environments.
Call to QC/QA personnel.
Get out of the rut of constant conflict with production, issuing warnings, NCR’s (Non Conformance Reports), basically conducting a janitorial clean up every time a code violation occurs. Take a leaf out of the project management groups' operational protocols.
Chart out an action plan. Chart out a schedule. Begin with just a small amount of data and control chart it. Involve welders and supervisors in locating the root cause. You will generate a shop floor ally.
Learn to collect and analyze process data, using very cost effective and uncomplicated software to expose the root cause.
It is a statistical fact that over 95% of the problems can be attributed to the process, not to the individual. The documented results and the joint effort solutions will result in a reduction in repair and schedule delay, something that will be noticed and appreciated. Nothing shines like documented profit.
Call to Management.
Cost effective solutions are readily available to remove Defects, Deviations and Delays from your processes.
You don’t have to spend huge amounts on consultants, expensive software or training and/or hiring statisticians to optimize your operations.
You can leverage your existing QC personnel from their current position as statutory (code) requirement enforcers, which does not add value to the process. Instead of a regime of pass-fail, essentially pointing out a problem (non-conformance) after the fact, have them initiate a data collection and analysis drive.
The root causes will be located and the process re-designed to eliminate the source of the defects or deviations.
Naddir M. Patel
February 2012
http://www.rayatechnicalservices.com/
I am very grateful, also in name of this Readership, to Mr. Naddir M. Patel for his generous and timely Contribution. As the problems of Cost Reduction appear to be very important to the well being of Industries and Nations, I believe that due attention will be paid to his suggestions.
Readers are reminded that terms and definitions on these subjects can be found in the following page:
en.wikipedia.org/wiki/Six_sigma
Tracking, Reporting and Analyzing can be initiated instantly everywhere. It is quite probable that some positive results will be observed immediately.
For those professionals not quite at ease with new ways of organizing work and using statistics, I would like to suggest that the helpful hand of the author is always available for overcoming difficulties.
Please note that Raya Technical Services provides, among other kinds of professional assistance, also Process Optimization Services (on RFID deployment and Submerged Arc Welding too) through implementation of Lean and Six Sigma.
Readers' feedback would be appreciated for gauging the impact of this article. Success stories would be most welcome as example and encouragement.
Elia Levi
3 - How to do it well: Establishing Squeeze Time
This is not the first time I pick up useful hints from the always interesting Q&A notes published by The Welding Journal (January 2012, page
20).
I always recommend these informative pages.
A reader had asked where to find squeeze time data to spot weld cold rolled and galvanized steel, as it is not published along other schedule data in the RWMA Resistance Welding Manual. The Author, Roger Hirsch, suggested in his answer to find it by trial and error.
One should remind that squeeze time is the time interval between timer initiation and first application of current. It is designed to allow electrode movement and full force action deployment before performing the spot weld.
It appears that this interval is dependent on design details of each machine: because of this reason it cannot be a fixed datum to be published on tables.
Too short a squeeze time will manifest itself by the appearance of sparks from under the electrode. By simply increasing this time in parallel tests until sparking (almost) stops one can find the correct value (in cycles) needed for correct operation.
Note that any further increment does not add any advantages and wastes production time. The alternative answer that involves calculations seems less attractive.
If the equipment has a differential pressure transducer that monitors the air pressure on both sides of the cylinder, one can establish the time when full pressure is applied to the electrodes. If a signal can then be used to start the current cycles, squeeze time is redundant and can be bypassed (set to zero).
Interested readers are referred to the original article indicated above.
4 - Filler Metal for Joining SiC with Multiphase Braze Alloy Interlayer
An article published in the Advanced Materials and Process (AM&P) magazine of ASM International, (January 2012, page 24) describes a new approach to join silicon carbide ceramic matrix composites for fuel cladding of light water reactors.
This application would displace current technology using zirconium alloy cladding, that melted because of loss of coolant accidents in last year disaster at the Fukushima nuclear power plant in Japan.
The proposed structural ceramic material would not melt even at temperatures greater than 2000 0C and has high mechanical properties that recommend it for new nuclear programs.
The development of a suitable brazing system was carried out at the Edison Welding Institute, (EWI), Columbus, Ohio. The joints service requirements are severe. Be radiation tolerant, sustain peaks greater than 1000°C, be stable to retain water, and be tough to withstand SiC swelling and vibration.
Additionally, manufacturing problems must be addressed to produce thin gage fuel cladding. Brittle and/or high melting point materials may not be tough enough, or be difficult to manufacture.
Existing brazing materials were found not suitable from the start. The patent pending technology developed by EWI might meet these requirements. It consists in a multiphase braze alloy interlayer consisting of silicon and aluminum with a two-phase joined microstructure. Preliminary tests show promising results.
EWI uses of a hypereutectic mixture of aluminum and silicon. The initial interlayer is a two phase mixture of nearly pure silicon and aluminum with alloying elements. Heating the parts formed a microstructure consisting of plates of silicon with areas of aluminum rich silicon-containing phases with crack arresting paths imparting toughness to the joined assembly.
In summary, the SiC-based fuel cladding is currently the most promising technology for enhanced accident tolerant nuclear fuels. Research is both important and urgent. The key problem yet to be solved is joining of the end plug to the fuel rod after fuel pellets are loaded.
EWI developed a novel two-phase brazing approach that demonstrated a high probability for success. It does not require use of high pressures, a remarkable advantage compared to other processes. Future work will include stress modeling and mechanical and irradiation testing.
Interested readers are referred to the original article indicated above.
5 - Online Press: recent Welding related Articles
Inspection Trends - January 2012
http://www.aws.org/itrends/2012/InspectionTrends_201201/
Building bridges
http://www.thefabricator.com/article/metalsmaterials/building-bridges
Robots take the strain for Valen welders
Sorry, the link was removed.
Welding Using Medium-Power Fiber Lasers
http://weldingdesign.com/processes/main/Medium-Power-FibeLasers/
Canister sealing for nuclear waste - EB or FSW (Video)
Sorry! the link was
removed by http://www.twi.co.uk/
6 - Terms and Definitions Reminder
Coextrusion Welding is a solid state process that heats to temperature and forces the workpieces together through an extrusion die.
Exothermic Brazing is a process using heat from an exothermic chemical reaction between a metal oxide and a metal, to melt preplaced brazed filler metal in the joint.
Joint Filler is a metal plate inserted in the joint members of dissimilar thickness.
Local Prehating affects only a portion of a structure by locally applied heat.
Nozzle Accumulation is a disturbing situation due to filler metal or surfacing material deposited on the inner surface and on the exit end of a nozzle.
Oxygen Gouging is a thermal gouging process using an oxygen cutting variation to perform a gouging operation or to form a bevel.
Peel test is a destructive testing method of a lap joined specimen, by peeling the elements with mechanical applied force.
Welding Helmet is a welder protective device with a filter plate, to be worn on the head, to protect eyes, face and neck from arc radiation, heat, spatter expelled during welding or cutting.
7 - Article - New Aluminum Solid State Welding
The January 2012 issue of The Welding Journal, reports on page 26 on a new solid state process used to weld aluminum alloys. The process, called Hybrid metal extrusion and Bonding (HYB), consists in a setup whereby a given filler metal is extruded by a special tool.
The extruder provides a plastically deformed filler metal that is forced to flow under high pressure into the joint space between two aluminum plates. The oxide layers present on the joint walls are removed and displaced by the forceful deposition of the extruded filler.
Complete metallic bond results from this solid state process. The innovation was conceived and realized at the Norwegian University of Science and Technology and presented during FABTECH, in Chicago, Ill., November 2011.
By developing lower temperatures than Friction Stir Welding, as the mass involved in plastic deformation is only that of the filler, not of the base metal, the new process aims to perform solid-state joining without causing excessive HAZ strength loss.
The article discusses the basic metallurgy of Al-Mg-Si alloys and describes the microstructure changes affecting the strength of the Heat Affected Zone (HAZ) generated by Friction Stir Welding.
The process was developed in the laboratory, not yet in industrial applications, during the past four years, concentrating on a robust extruder design, process control and documentation of joint properties.
The owners of the process believe that, by eliminating the need for the massive and costly equipment associated with FSW, they will be in a position to compete successfully with other solid state processes, in definite market segments.
It will be interesting to follow the progress of successful uses of this innovative process to demanding industrial applications.
Readers wishing to get the complete picture are urged to seek the original article indicated above.
8 - Site Updating: Power Sources, Welding Machines (R)
The Pages of this Month are a new one, dedicated to Power Sources for Electric Arc Welding, and a revised and completely rewritten one dealing with some characteristics of Welding Machines.
The page on Power Sources describes in some detail the major types of this equipment, enhancing the remarkable progress due to electronic advancement. Not all kinds of welding need sophisticated equipment to perform correctly.
Essential knowledge is needed not only for operating with success but also for procuring the right tool for the job. The process dictates generally the type of source better adapted to deliver the hoped for results, but also the materials to be welded and the positions may demand certain features.
The rewritten page, available at EQUIPMENT deals with important arguments to consider when researching the equipment needed for given production programs.
There are no known shortcuts. Adequate knowledge of the different types available and their suitability to the intended use are achieved with study and experience. All possible sources of information like manufacturers and development institutes should be tapped.
The new pages appear in our Site Map and in the Index Page
Readers are invited to inform us of the subjects important to them. Use the Contact Us Form to let us know.
9 - Short Items
9.1 - Carburizing is a form of case hardening that produces a carbon gradient extending inward from the surface. It is performed in two stages. In the first, nascent carbon from a suitable carbonaceous material or atmoshere is absored and diffused on the surface of steel by heating to above austenitizing temperature. In the second stage the surface layer is hardened either by quenching directly from the carburizing temperature or by cooling to room temperature, then reaustenitizing and quenching. Tempering should follow as usual.
9.2 - Degreasing is any operation conducive to the removal of grease and oils from a surface. It is done using liquid organic solvent, either by immersion in the liquid, or by exposure to solvent vapors condensing on the parts being cleaned (vapor degreasing), or by spraying the parts with solvent. The soiled solvent can be distilled for reuse. Recent legislation prohibits methods polluting the atmosphere. See Vapor Degreasing.
9.3 - Forging means imparting a definite shape to mass of metallic material, usually heated to suitable temperature, by impact or pressure either between a hammer and an anvil (free forging)or within a die by the action of a punch (die forging).
9.4 - Lot is a specific amount of material produced at one time using well defined constituents, one process and constant conditions of manufacture. Also a quantity of material of uniform defined properties.
9.5 - Press Brake is an open-frame single-action press used to form, normally at room temperature, or to punch notches in sheet metal or plate.
9.6 - Ring Rolling is the process of shaping heated rings from pierced disks between power driven, shaped rolls, controlling wall thickness, ring diameter, height, and contour.
10 - Explorations: beyond the Welder
Joanna Aizenberg
http://harvardmagazine.com/2008/07/joanna-aizenberg.html
New Water-Repelling Surfaces Avoid the Deadly Perils of Icing [Video]
SA1.
Catching a Gravity Wave: Canceled Laser Space Antenna May Still Fly
SA2.
The Mars Science Laboratory (MSL) Aeroshell
[video]
ASM1.
How Do Pop-Up Timers Work?
ASM2.
11 - Contributions: Large Power Generation Components
Progress in production of gas atomized powders for high quality alloy steels, stainless steels, and nickel-base alloy parts is at the base of innovative production routes for large components to be used in the power generation industry.
Together with advancements in Hot Isostatic Pressing (HIP), larger size available facilities, and increased familiarity with the production of demanding components, these capabilities opened up opportunities to demonstrate the adequacy of Powder Metallurgy (PM)+(HIP) for manufacturing of high pressure retaining components.
The advantages sought, relative to the regular manufacturing methods of casting, forging and/or welding, were Near Net Shape production, use of high quality gas-atomized powders, more cost effective solution for expensive alloys.
Furthermore improved inspectability, reduced weight and machining, elimination of costly repair or rework, complete control on alloy composition, and drastic reduction of lead time of raw material supply were additional incentives worth being explored.
However the regulatory authority, the American Society of Mechanical Engineers (ASME), through its binding document, the Boiler and Pressure Vessel Code, does not yet accept critical parts made by powder metallurgy.
Therefore the Electric Power Research Institute (EPRI), together with four large companies, set out to promote a research and development program to demonstrate the capabilities of the new PM/HIP production method for use in the power generation industry, in view of obtaining the required approval.
The program aimed to develop the supporting materials test data for two ASME Code Cases:
- Type 316L (UNS S31603) austenitic stainless steel for nuclear applications, and
- Grade 91 (UNS K91560), a creep strength-enhanced ferritic steel for power generation applications from fossil combustible materials
For the first material four heats of metals powders and three different products were selected and manufactured per ASTM Specification A988-07 (Standard Specification for Hot Isostatically-Pressed Stainless Steel flanges, fittings, valves, and parts for high temperature service).
Mechanical properties were verified to exceed the minimum specification requirements. Toughness, grain size, density, porosity, microstructural uniformity and hardness were measured and demonstrated equivalent or superior to those of conventionally forged (and/or cast) stainless steel materials.
The data package along with a DRAFT Code Case was submitted to ASME by one of the Consortium participants in November 2011.
For the second material three heats were selected and mechanical properties were found to meet minimum requirements. Three parts were selected and were to be manufactured per ASTM Specification A989-07 (Standard Specification for Hot Isostatically-Pressed Alloy Steel flanges, fittings, valves, and parts for high temperature service).
Additional results for the Grade 91 alloy and the parts for testing and approval are due to be submitted in the fourth quarter of 2012.
The Code approval of PM/HIP manufacturing method for critical components in diversified industries will open up the adoption of highly reliable cost effective solutions.
Interested readers are urged to see the original article from the Advanced Materials and Process (AM&P) magazine of ASM International, (January 2012, page 19).
12 - Testimonials
On Mon Jan 02 00:02:07 2012, the following results were submitted from the "Form 5" on welding-advisers.com:
First Name: Ronnie Dono
E-mail Address: removed for security
Country: Bahrain
Introduce Your Organization: Al Khajah Factories
Describe Your Responsibility: Quality Assurance
Questions and Feedback : EXCELLENT
On Tue Jan 17 14:31:44 2012, the following results were submitted from the "Form 5" on welding-advisers.com:
Geoff Mosgrove
E-mail Address: removed for security
Country: United Kingdom
Introduce Your Organization: Allied Tanks
Describe Your Responsibility: Managing Director
Questions and Feedback : We are a manufacturing company and [...]
Can this be done and what procedures do we follow
18 Jan 2012, 04:45:16 AM
Hi Elia,
Thank you for your quick reply and your advice, [...].
Kind regards
Geoffrey Mosgrove
13 - Correspondence: a few Comments
As you may have surmised by now, one of my most painful frustrations is that, no matter how much thinking, research snd actual work may I have invested in providing my answers, there is almost never a follow up whatsoever.
Therefore I came up with a short form asking inquirers to evaluate the Helpfulness (or lack of it) of my efforts. It may be modified following further experience.
Readers willing to follow up on past advice received from us are welcome to do so by going to the Feedback page and by filling the short Form appearing there. Note: The Feedback page was discontinued long ago.
14 - Bulletin Board
14.1 - URGENT!
Webcast on Laser Micro Welding Technology
will be held on Thursday, February 2, 2012, from 10-11 a.m. PST.
Those wishing to participate should register on Miyachi Unitek's website.
https://www2.gotomeeting.com/register/986070450
14.2 - AWS Conference on Automated Welding
March 6–7, 2012 - Wyndham Lake Buena Vista Resort - Orlando, Florida
http://www.aws.org/conferences/2012automated.html
14.3 - FABTECH Canada
March 20–22 - Toronto Congress Centre - 650 Dixon Road
Toronto, ON M9W 1J1, Canada
http://www.fabtechcanada.com/2012/Public/Content.aspx?ID=554
14.4 - International Electron Beam Welding Conference
March 26–30 - Aachen, Germany
http://www.aws.org/conferences/IEBW2012_EventProgram.pdf
14.5 - Download your
AWS PUBLICATIONS CATALOG - Spring 2012 - from
http://pubs.aws.org/docs/cat_2012-1_forweb.pdf
14.6 - Watch a short
Interview with Ken Evoy
see the following video...
14.7 -

BUILT BY:
![]()
Click on this Logo NOW!
Copyright (©) 2012, by Elia E. Levi and
www.welding-advisers.com
All Rights Reserved
See you next
time...