| Back to Back Issues Page | |||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||
|
PWL#127 - SAW Flux, Etching Brazed Sections, Resistance Spot Brazing, Scarce Material Supplies March 03, 2014 |
|||||||||||||||||||||||||||||||||||
| We hope you will find this Letter interesting and useful. Let us know what you think of it.
PWL#127 Submerged Arc Welding Fluxes - A Primer (Part 2), Etching Brazed Sections for Optical Miscroscopy, Filler metal for Resistance Spot Brazing, Warning from a Study on Scarce Material Supplies, New pages on Service-failures and Accident-investigations, New Mid Month Bulletin 93, Review of Articles on Positioners, Regular Sections and much more...
March 2014 - Practical Welding Letter - Issue No.127
DON'T USE REPLY to send your messages! Use the Contact Us form instead.
This publication brings to the readers practical answers to welding problems in an informal setting designed to be helpful and informative. We actively seek feedback to make it ever more useful and up to date. We encourage you to comment and to contribute your experience, if you think it may be useful to your fellow readers. You are urged to pass-along this publication to your friends, if you like it, and if you
think it may help them. If you received this from a friend and if you like what you read, please subscribe free of charge and you will also receive a bonus book on Practical HARDNESS TESTING Made Simple. The addresses reported hereafter were live and correct at the time of their publication. There is no guarantee that they will always be so, because they are administered by the sources themselves and are under their control. Note: References to articles or other documents are given here in If they are URL's (Uniform Resource Locator), which is the analogue of an address, they begin with "http://..." or "www.". These are not live and must be copied and pasted entirely into the browser (after having been selected with the mouse or otherwise). If they are long they may be displayed in two or more lines. In that case one has to care that the URL be copied completely in a single line without any space, and Enter. If the information is important to you as we hope, you may save the selected pages in a suitable folder on your Computer for easy reference. You are welcome to forward this page to those of your friends who may profit of this information. (Sponsored Links)
1 - Introduction 2 - Article - Submerged Arc Welding Fluxes - A Primer (Part2) 3 - How to do it well: Etching Sections of Brazed Joints 4 - A Filler Metal used for Resistance Spot Brazing 5 - Online Press: recent Welding related Articles 6 - Terms and Definitions Reminder 7 - Article: Scarce Material Supplies 8 - Site Updating: Service-failures (New), Accident-investigation (New), Bulletin_93 9 - Short Items 10 - Explorations: beyond the Welder 11 - Contributions: Positioners 12 - Testimonials 13 - Correspondence: a few Comments 14 - Bulletin Board
2 - Article -
Submerged Arc Welding Fluxes - |

[From: Improving productivity with submerged arc welding http://www.thefabricator.com/article/arcwelding/improving-productivity-with-submerged-arc-welding
|
Based on composition, SAW fluxes are also described as Acidic, Neutral and Basic types.
A factor called 'basicity index' (BI), which is a measure of the amount of oxygen transferable to the weld metal, is used to classify them.
The BI is based on a formula containing the amount percentage of each of the ingredients in any given flux. It needs not bother us, except that its value should be known in any specific case.
The importance of this index derives from the correlation between the oxygen content of the weld metal and microstructure/properties, as oxygen reduces both strength and toughness.
- Acid fluxes generally have a basicity index varying
from 0.5 to 0.8. - Neutral fluxes vary from 0.8 to 1.2;
- Basic fluxes vary from 1.2 to 2.5 and
- Highly basic fluxes vary from 2.5 to 4.0
Notes from ASM HANDBOOK Vol. 6A page 338:
- Fluxes with low Basicity Index (less than 1) are generally used where high impact toughness is not a requirement.
- Fluxes with medium Basicity Index (1 to 2) generally produce weld metal with higher toughness in single pass or two-run welds.
- Fluxes with high Basicity Index (>2) generally produce weld metals with higher toughness properties in multiple-pass welds.
Basicity Index Effects
| Flux Type | Advantages | Disadvantages | Applications |
| Acid |
Quick peeling of slag Good bead profile, Increases Si, Decreases C in weld metal. |
Weld metals with High O content. Low notch toughness. Lower heat input. |
Water pipelines, gas cylinders, surfacing. Spiral welding of pipes. |
| Neutral | Less O in welds, higher welding speeds. | Moderate impact values. | Same as Acid but allowing higher speeds. |
| Basic | Least O in welds, High notch toughness values. | Lower welding speeds, Strict heating protocols. S reduction possible. Most efficient with alloy wires. |
Pressure Vessels, High notch toughness requirements. |
An acidic flux will also
increase the weld metal oxygen content (and oxide inclusions) leading to a drop in impact (CVN) values. On the other hand highly basic fluxes, while ensuring higher weld toughness (CVN), are most susceptible to moisture.
By using acidic (high SiO2) fluxes, the C content can be reduced, while the S and P can be addressed by using wires with extremely low values of these elements to ensure the required material balance.
On the operational side, weld metal oxygen content increases with welding current and decreases with increased welding speeds.
A good practice, therefore would be to employ a LSO (long stick out) or increased EE (electrode extension) process, using a flux which has a fast freezing slag.
The increased electrode extension
ensures a higher wire feed rate, translating to a higher current, which in turn has to be adjusted by a higher welding speed. While an increased EE slightly reduces weld penetration (less than 10%), it generates a softer (cooler) arc and has been proved to be more tolerant to poor joint fit-up.
Each category has its own applications. For example, in steels susceptible to solidification cracking, the problem is aggravated in the presence
SAW fluxes are also described in terms of reactivity of their components during welding.
Thus active fluxes are those that add or remove elements from the weld zone; whereas an inactive flux does not participate in any reactions.
Generally if flux components do not decompose during welding, the flux is deemed as inactive.
[Note: CVN stands for Charpy V-notch Number (Charpy Energy), the output of a Charpy impact test]
of S, P and C.
C, Mn and Si are the main participants.
Activity Effects
| Flux Type | Advantages | Disadvantages |
| Inactive or Neutral Fluxes (No modif. of Chem.Analysis) |
Lower O content in weld metal. Multiple (recycled) applications. | |
| Active (Custom Mixtures) for high-speed single-pass weld. | Adds alloying elements Mn and/or Si. |
Single applications. Cannot be recycled. |
These criteria (Method of manufacture, Basicity Index and Chemical activity) are not absolute and usually form subsets with one another. For example a MnSiO3 flux can be
fused, acidic and active. It will add Mn and Si to the weld metal while removing C.
However, in the market there is a lot of confusion associated with this term.
Many sales representatives confuse neutral (basicity) with in-activity of the flux.
If, based on the dilution occurring in the weld, the welding engineer prefers to channel all the alloys into the weld metal through the wire, then he/she must insist on a non-active flux.
The basicity of the flux has minimal influence on this.
Weld metal hydrogen, due to moisture in flux has been established as a major cause of chevron cracking. Present as transverse cracks at a 45° angle to the weld surface, these weld metal cracks are difficult to locate unless special UT (Ultrasonic testing) methods are used.
This parameter, critical to quality, can only be addressed through a customized baking
temperature and residence time of the flux in the oven, a factor often not strictly adhered to.
Fluxes are sometimes classified in terms of the diffusible hydrogen of weld metal.
Unlike the stick electrode used in SMAW, where the flux is extruded to the rod in fixed proportions, leading to a generally uniform melting rate, the SAW flux proportions are user determined and have an effect not only on its consumption patterns, but also on the quality of the weld produced.
Too shallow a flux layer can result in air infiltration causing porosity and in extreme cases arc flash. Too deep a flux layer can result in a poor and uneven weld profile.
Recirculation of the flux is also an issue. Whereas the principle of re-heating a flux to optimum temperature prior to use is good
practice, factors to consider are whether the flux being used is simply too brittle.
Generation of fines during the pneumatic conveying may change the composition of the flux resulting in uneven weld bead and non-uniform weld chemistry. There are of course other related issues in flux recirculation systems, such as the possibility of slag and iron oxides not being sieved out efficiently but that is digressing from this topic of optimizing the methodology of choosing a submerged arc welding flux.
In summary, it is critical for the welding engineer to gain an understanding of the nature of submerged arc welding flux, and prescribe those requirements on a data sheet.
Each flux offers unique operational and performance characteristics. Again, the onus is on the welding engineer to select the one that is most optimal for the application.
[Note: The selection of
the general class of flux required can be based on the considerations exposed above.
This will ensure a first time right welding procedure qualification and the generation of work instructions that will ensure that welds of good quality are repeatable across different shifts and welders.
A logic path that can be proposed to a conscientious engineer is to set up a data sheet based on the parameters of the WPS and the ground situation on the shop floor.
[Note: A Sample of such a document is available at the
Datasheet link.
This data sheet
must include the wire chemistry being used and the expected weld metal chemistry and mechanical properties.
Once completed, it should then be submitted to manufacturers/vendors.
Keep in mind that the manufacturers supply data sourced from their laboratory and their welder is an expert with lots of experience.
As such, field conditions are never factored in, and the field conditions in each manufacturing/fabrication facility are unique.
It is up to the welding engineer to develop a middle ground to ensure a good weld that is repeatable across all his welders, not just the experts.
Unfortunately the welding engineer, who ignores the make up of the flux and the influence of its various ingredients, is at loss when required to customize the flux-wire combination to the job on hand. If possible he/she should try to enlist the help of the manufacturers' experts.
An example of such a
customization is given in an article by Naddir M. Patel published (7) in PWL#074 for October 2009.
Online References available for further study of the subjects of this article can be found
in the Mid February Bulletin 93.
[From: Improving productivity with submerged arc welding
3 - How to do it well: Etching Sections of Brazed Joints
Some fluxes must be dried prior to use to produce low weld metal hydrogen values. Consult manufacturers.
Readers may wish to refer to the Flowsheet link, offering a summary of the reasons for selection].
Specific data should be adjusted for the actual situation on hand].
http://www.thefabricator.com/article/arcwelding/improving-productivity-with-submerged-arc-welding

The Q&A Brazing column of the February 2014 issue of the Welding Journal offers, at page 26, useful hints on materials and procedures for metallographic preparation and etching of sections of brazed joints for optical microscopy.
It is recognized that many laboratories prefer nowadays to use scanning electron beam microscopy (SEM) that does not need etching, to perform regular quality assurance tasks on brazed joints.
But for those who cannot use such inspection because the cost of equipment is not justified by their present workload, optical metallography of polished and etched brazed joints is still a valid inspection technique.
Practical information and etchants composition are presented there for several brazing filler metal alloys and different base metals, along with application instructions.
Readers facing this kind of problems are urged to seek the original column in the said issue of the Journal.
4 - A Filler Metal used for Resistance Spot Brazing
 |
The May 2010 issue of the Welding Journal reports, on page 101-s, on an experimental study that used a modified Silver Copper eutectic alloy to spot braze together nickel and titanium, a dissimilar materials joint.
Interested readers are referred to the quoted article at
www.aws.org/wj/supplement/wj0510-101.pdf
This setup is unusual in that it uses resistance heating to melt the brazing alloy and to perform a brazement.
It is interesting, as the successful application of uncommon combinations of materials and processes might suggest that even in unheard of circumstances, exploring uncharted spaces might solve difficult problems.
The article describes materials, setup, current and time pulses. For comparison, also regular spot welding was performed on the same base metals joint, without brazing alloy.
Tensile strength results for those welds that were performed at higher current values were higher for brazed joints (including filler metal) than for those of welded joints (without filler metal).
The authors attribute the better results also to the action of the minor additive element in the brazing alloy (1% Mg, vs. 71% Ag and 28% Cu), that apparently improved the wettability of the filler metal, thus resulting in good wetting and homogenous diffusion of base metal and hence produced a joint free from porosity at the interface of Ti and Ni.
As a result, the strength of the spot brazed joint was improved significantly.
5 - Online Press: recent Welding related Articles
Soft metal weld makes for stronger infrastructure
http://phys.org/news/2014-02-soft-metal-weld-stronger-infrastructure.html
Can Google's robots build a new future for US manufacturing?
http://www.theverge.com/2014/2/12/5404114/can-googles-robots-build-a-new-future-for-us-manufacturing
European Space Agency Chooses Microfabrication Company Primoceler for Engineering of New Optoelectronics Package
http://www.sacbee.com/2014/02/04/6126612/european-space-agency-chooses.html
The art of bevel cutting
http://www.thefabricator.com/article/cadcamsoftware/the-art-of-bevel-cutting
Connect+ Nov/Dec 2013 (8 pages)
www.twi-
global.com/EasySiteWeb/GatewayLink.aspx?alId=1755569
6 - Terms and Definitions Reminder
Procedure Qualification is the demonstration that welds made by a specific procedure can meet prescribed standards.
Resistance Welding Voltage is measured through the workpieces, between the resistance welding electrodes.
Split Pipe Backing is a pipe segment used as a backing for welding butt joints in round bars.
Twin-wire Submerged Arc Welding process is recognized by the American Welding Society (AWS) as parallel wire that uses two relatively small-diameter wires but only a single power source and typically a single contact tip.
Uphill welding means welding with an upward progression.
Vertical Welding Position is that in which the weld axis, at the point of welding, is approximately vertical, and the weld face lies in an approximately vertical plane.
Wax Pattern for Thermite Welding is wax, molded around the workpieces, to the form desired for the completed weld.
Weld axis is a line through the length of the weld, perpendicular to its cross section, and passing at its geometric center.
7 - Article: Scarce Material Supplies
Materials are essential to current and future civilization. Like with so many other resources, human behavior has always been directed to maximize immediate profit, without much thought of future needs.
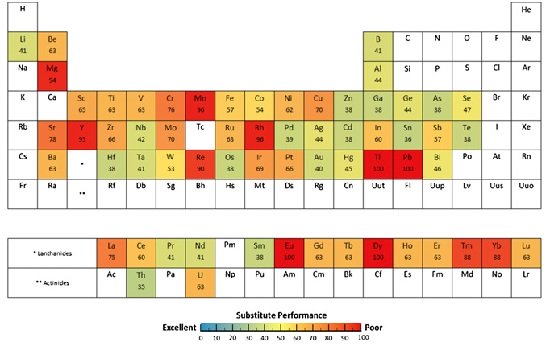
Now a global study, performed by Yale University, titled On the materials basis of modern society, points out the possible future scarcity of some of the elements as their use increases.
The study concerned substitution potential for 62 different metals, and found that alternatives are inadequate or not existent.
Performance improvements of many technological applications are dependent on development of materials with improved properties, which take time and efforts to reach practical gains.
However temporary or permanent scarcity of crucial elements might hinder progress and limit achievements.
The conclusion of the study is reported hereafter:
"It thus appears that society will need to pay more attention, to the acquisition and maintenance of nonrenewable resources, than has been the case in the past.
Growing populations, growing affluence and the materials diversity of modern technologies are straining the resource capacities on which we draw.
The situation need not inspire panic, but should instead stimulate more diligent and more comprehensive approaches to the balance between supply and demand across the entire periodic table."
Download the entire Document (6 pages) from
www.pnas.org/cgi/doi/10.1073/pnas.1312752110
 |
[From On the materials basis of modern society
www.pnas.org/cgi/doi/10.1073/pnas.1312752110
8 - Site Updating: Service-failures (New), Accident-investigation (New), Bulletin_93
The Pages of this Month are new. To find new pages easily, readers can subscribe to the RSS service (See instructions in every page below the left column (Nav Bar).
Or they could browse regularly the Welding Blog, besides checking regularly the Site Map, or the Index Welding Page.
The Service Failures page provides first information on how to manage an accident, by taking care not to obliterate the most important cues that will help experienced investigators to get to the root cause.
All should be instructed not to touch the broken parts nor to put them together again (Humpty Dumpty...) because this simple action can delete the very signs pointing to the failure origin and causes.
Then utmost care should be engaged in describing and reporting the succession of events culminating in the failure.
This brings us to the next stage, that of conducting the Accident Investigation, preferably to be performed by someone with knowledge and experience in this kind of work.
The assistance of well equipped and staffed laboratories may be essential to the success of the endeavor, the main problem being to determine the real consistence and state of the materials involved and their suitability to sustain the service condition actually operating on the equipment in cause.
The last new page of the current updating is the current Mid Month Bulletin 93, presenting online Resources on Submerged Arc Welding Flux.
This auxiliary page intends to help in extracting the maximum information from the article published above in section 2 (Part 2) and from Part 1, published in the last issue of this publication. See PWL#126.
We hope that the subjects treated in the above mentioned pages might interest at least a part of our readers, who may be called to take pertinent action in certain circumstances.
Questions, comments and feedback are always welcomed. Don't use Reply, use the Contact Us form instead.
9 - Short Items
Do you know...
See Weld Cracking. [Sorry, removed by the source] See Belta. Sorry! Link disconnected See Sys.Con. |
9.1 - Pusher Furnace is a type of continuous furnace in which parts to be heated are periodically charged into the furnace in containers, which are pushed along the hearth against a line of previously charged containers thus advancing the containers toward the discharge end of the furnace, where they are removed.
9.2 - Run-out is the unintentional escape of molten metal from a mold, crucible, or furnace. Also an imperfection in a casting caused by the escape of metal from the mold.
9.3 - Superplastic Forming (SPF) is a strain rate sensitive sheet metal forming process that uses characteristics of materials exhibiting high tensile elongation. During superplastic forming, gas pressure is imposed on a superplastic sheet, causing the material to form into the die configuration.
9.4 - Tolerance is the specified permissible deviation from a specified nominal dimension, or the permissible variation in size or other quality characteristic of a part.
9.5 - Uniform Elongation is that measured at maximum load and immediately preceding the onset of necking in a tensile test.
9.6 - Vent is a small opening in a foundry mold for the escape of gases.
10 - Explorations: beyond the Welder
A Natural Gas Power Plant with Carbon Constraints--
and an Expiration Date
http://www.scientificamerican.com/article/a-natural-gas-power-plant-with-carbon-constraints-and-an-expiration-date/
Cosmic Mismatch Hints at the Existence of a "Sterile" Neutrino
http://www.scientificamerican.com/article/cosmic-mismatch-hints-at-the-existence-of-a-sterile-neutrino1/
Solar-Powered Cars Inch toward the Mainstream
http://www.scientificamerican.com/article/solar-powered-cars-inch-toward-mainstream/
Prions Are Key to Preserving Long-Term Memories
http://www.scientificamerican.com/article/prions-are-key-to-preserving-long-term-memories/
New Evidence Suggests That Neandertals Buried Their Dead
http://www.scientificamerican.com/article/new-evidence-suggest-neandertals-buried-their-dead/
11 - Contributions: Positioners
|
On this subject one can see our website page on Welding Positioners.
Furthermore, the recent Welding Journal February 2014 issue, offers two articles reviewing Positioners and their use.
The main point of using positioners to perform welding operations is to improve efficiency, by presenting any weld in the easiest and most reachable standing for the welder to work on it.
The problem is that each positioner is designed to move in certain ways bodies of given weight. So that only certain types or classes of parts are best suited for given positioners.
Given the substantial investment in such specialized type of equipment, not only the advantage of its use must be measurable but, to justify its cost, it should be applicable to a vast range of common production parts.
Positioners are essential to manipulate heavy weights, as common in many industrial implements.
Before deciding which positioner they should procure, Users should seek as many examples as possible of available equipment, to study which type and size would be suitable for their most significant operations. The reported articles may be a good starting point.
The first article, at page 34, offers Tips for Selecting a Positioner, based on several factors, like sequence of operations, welding process, accessibility, safety and more. It is suggested that advantages and disadvantages may coexist in given equipment suitable for certain applications.
Determining the best solution may depend upon understanding final expectations and process limitations. A review of the main types of Positioners follows, described as tilt-rotate, head-and-tailstock, tilting models of turning rolls, and turntables.
The article concludes that the actual positioner design required to accomplish the job will become apparent once the sequence of operation, process, accessibility issues, and safety concerns have been identified and addressed.
That would permit to establish an acceptable machine design.
The capacity of the selected positioner model will be determined by considering part and fixture weight and location of center of gravity.
The second article, at page 42, asks "What Can a Welding Positioner Do for You?" and answers by emphasizing the advantages of easing welding jobs and increasing safety, especially for heavy machinery.
They may even permit the work of less proficient welders, by placing weldments at optimum angle for comfort and accessibility.
Positioners may permit further benefits by allowing automation of certain welding operations, because automated welding improves quality and increases overall output.
The review lists less common types like Ferris-wheel-type positioners, Five-axis and drop center, L-hook positioners and dual trunnion turntable, each of which suitable to handle special or uncommon geometries.
The article concludes that Weld positioners have proven to be a productive investment for any company seeking more efficient routes in their welding practices.
Interested readers are urged to seek the original articles in the issue of WJ pointed out above.
12 - Testimonials
From: "Todd Sprentall"
To: welding-advisers
E-Mail Address: removed for security
Date: 03 Feb 2014, 07:39:36 AM
Subject: RE: PWL#126 - SAW Flux, Fitting Alignment, ...
[...]I very much enjoy enhancing my welding knowledge level by reading your monthly publication.
Best Regards,
Todd Sprentall, B.Eng
Date: 03 Feb 2014, 09:19:32 AM
Subject: Submission from
On Mon Feb 03 09:08:05 2014, the following results were submitted from the "Form 5" on welding-advisers.com:
Name: Ronald Morrison
E-Mail Address: removed for security
Country: Chile
Organization: independiente
Your Task: todas
Details: Gracias.
Gracias por su informacion, es y ha sido muy interesante para mi.
Felicitaciones y exito en todo
Ronald
[Translation: Thanks for your information, it is and has been very interesting for me.
Congratulations and success in all
Ronald]
Febrero 3 de 2014
Hola Elia,
Reitero mis agradecimientos por tu pagina
muy educativa y con un basto numero de temas.
siempre atento a tu correo
Saluda atte.
Ronald Morrison
[Translation: I reiterate my thanks for your site
very educational with a vast number of topics.
always attentive to your email.
Salutations
Ronald Morrison]
13 - Correspondence: a few Comments
I receive from time to time requests for information on sources where-from to download standards and other documents.
Although it is possible that unauthorized sources make available for download copyrighted documents, it should be understood that such information is generally for purchase.
As such they should be purchased either from the legitimate originators or from authorized distributors.
Schools or academic libraries may have special arrangements for discounted prices.
Sorry, we cannot help. That said, readers should be aware of the fact that huge repositories of information, including professional courses from distinguished Universities are now made available to all at no cost.
Such bounty can be tapped instantly and globally. We could consider compiling a list of major sources providing lessons on subjects relevant to our main field of interest.
Curious readers are invited to comment and to share their experience. Feedback will be appreciated.
14 - Bulletin Board
14.1 - Stainless Steel Conference.
March 25, 26. Loews Philadelphia Hotel, Philadelphia, Pa.
http://www.aws.org/conferences/2014stainlessConf.html
14.2 - FABTECH India colocated with Weld India.
April 10–12. Pragati Maidan Exhibition Complex, New Delhi, India.
www.fabtechexpoindia.com
14.3 - Weld Cracking Conference.
April 15, 16. Hilton Garden Inn Denver Downtown, Denver, Colo.
http://www.aws.org/conferences/2014weldcrackingConf.html
14.4 - Aluminum Conference.
April 28–30. Hotel Monteleone, New
Orleans, La.
http://www.aws.org/conferences/2014AluminumConf.html

BUILT BY:
![]()
Click on this Logo NOW!

Copyright (©) 2014, by Elia E. Levi and
www.welding-advisers.com
All Rights Reserved.
Can you imagine working for fun?
Watch the video...

See you next time...