| Back to Back Issues Page | |||||||
 |
|||||||
|
PWL#119 - Ceramic Extension Nozzle Tips, Reduce FN Variability, Clad Corrosion Resistant Material July 01, 2013 |
|||||||
| We hope you will find this Letter interesting and useful. Let us know what you think of it.
PWL#119 Ceramic Extension Nozzle Tips for SAW, GMAW, FCAW, Reduce FN Variability by using only calibrated magnetic instruments, Cladding Equipment and Corrosion Resistant Materials for sour oil wells, Where to look at first? when investigating welding production failures, Importance of Pipeline Welding Efficiency, Explosion Welding (R), Fire Prevention (R) and much more...
July 2013 - Practical Welding Letter - Issue No.119
The Mid June 2013 Issue of Practical Welding Letter, Bulletin 86, introducing Resources on Weld Toughness was not distributed by e-mail but it is available at Bulletin 86 and from the Welding Resources Page.
DON'T USE REPLY to send your messages! Use the Contact Us form instead.
You are urged to pass-along this publication to your friends, if you like it, and if you think it may help them. If you received this from a friend and if you like what you read, please subscribe free of charge and you will also receive a bonus book on Practical HARDNESS TESTING Made Simple. The addresses reported hereafter were live and correct at the time of their publication. There is no guarantee that they will always be so, because they are administered by the sources themselves and are under their control. Note: References to articles or
other documents are given here in If they are URL's (Uniform Resource Locator), which is the analogue of an address, they begin with "http://..." or "www.". These are not live and must be copied and pasted entirely into the browser (after having been selected with the mouse or otherwise). If they are long they may be displayed in two or more lines. In that case one has to care that the URL be copied completely in a single line without any space, and Enter. If the information is important to you as we hope, you may save the selected pages in a suitable folder on your Computer for easy reference. You are welcome to forward this page to those of your friends who may profit of this information.
1 - Introduction 2 - Article - Ceramic Extension Nozzle Tips 3 - How to do it well: Reporting Ferrite Number 4 - Filler Metal for Cladding Equipment for Oil and Gas Recovery 5 - Online Press: recent Welding related Articles 6 - Terms and Definitions Reminder 7 - Article: Where to look at first? 8 - Site Updating: Explosion Welding (R), Fire Prevention (R) 9 - Short Items 10 - Explorations: beyond the Welder 11 - Contributions: Pipeline Welding Efficiency 12 - Testimonials 13 - Correspondence: a few Comments 14 - Bulletin Board
(Sponsored Links)
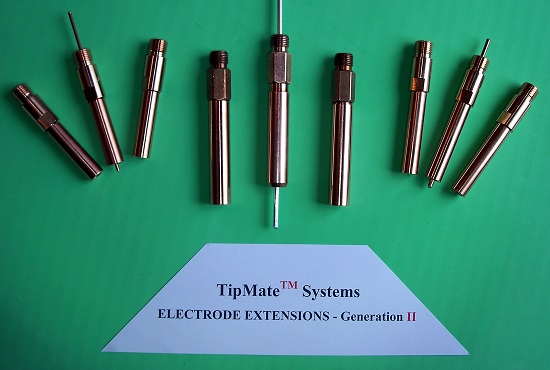
2 - Article - Ceramic Extension Nozzle Tips
The subject of Submerged Arc Welding Electrode Extension Nozzles for Submerged Arc Welding (SAW) was introduced by Practical Welding Letter in Section 11 of issue #088 for December 2010. Click on PWL#088 to see it. Reference to the above and also to other Resources can be found in our page on Submerged Arc Welding Tips. An article introducing Submerged Arc Welding Electrode Extension Nozzles is available
at: People involved with the development of such Extension Tips report that the use of such devices in industry is much less than the demonstrated benefits would suggest. That means that those who still don't use them could enjoy a remarkable productivity improvement. It appears that irrational and unjustified resistance to their introduction is widely common. It may be due to laziness or to fear of the unknown. It seems however that it would be in the best interest of those that could benefit, to study and explore suitable applications. While asking details on application of ceramic extension tips also for GMAW (Gas Metal Arc Welding) and FCAW (Flux Cored Arc Welding)(besides SAW (Submerged Arc Welding), where most information is available) I was recently informed of the following. Part of the answer to my question from Randy Davis of TipMate is reported hereafter in his own words: "There are and have been various versions for GMAW and FCAW, but with limited success. There is at least one for GMAW and one for FCAW on the market. Wires under 2 mm (5/64") are especially a tough proposition. The reason for this is that the resistivity is quite high due the very small cross section. This means that once you get beyond conventional Electrode Extensions, even slight increases can have dramatic effects upon burn off rate. Moreover, it becomes very difficult to control the process semi-automatically. However, there is great potential for GMAW & FCAW for machine welding and especially for robotics, where the standoff distance can be precisely controlled." The reason (for machine welding and for robotics) is that the developments permit usage of elevated currents that translate in heat, likely to be uncomfortable for manual welders. The answer includes also the following paragraph that does not apply to ceramic extension tips: "The longer the stick electrode or the higher the alloy, the more an SMAW (Shielded Metal Arc Welding or Stick Welding) electrode preheats. Actually, tubular electrodes (e.g. Stoody) do enjoy a faster burn off rate because the tubular design means higher resistivity." ("Tubular electrodes" refers to those hardfacing electrodes containing carbides and other hard constituents not sufficiently ductile to be drawn as wires. The hard materials in powder form fill the hollow space.) It is easy to overlook the fact that the actual arc current in SMAW increases as the electrode is consumed. (That is because, as the electrode is burned, the electrical resistance of its remaining portion (between the holder and the arc) decreases. As a consequence, less current preheats the electrode, and more current crosses the arc region). It is recommended that those readers having an interest in mechanized or robotic GMAW or FCAW applications be alert to these advancements and follow the developments as they are published. Or that they contact potential suppliers to explore practical tests to quantify possible benefits.
3 - How to do it well: Reporting Ferrite Number On Ferrite Number we published a short note (7) in PWL#053B and on Constitution Diagrams an article (11) in PWL#108. See also our page on Stainless Steel Welding. An article titled Sources of Variation in Ferrite Number Predictions vs. Measurements, published at page 175-s in the Welding Research Supplement of the Welding Journal for June 2013, advises on how to perform and report such values. The importance of correct measuring such values stems from the following facts. The minimum amount of ferrite content in austenitic stainless steel plays an important part in determining if the subject material is prone to solidification cracking upon welding. The maximum allowed assures against formation of brittle constituents upon long time exposure to elevated temperatures. In duplex structure ferrite-austenite stainless steels the minimum ferrite number assures suitable resistance against chloride stress corrosion attack while the maximum guarantees acceptable toughness and ductility. Also prediction of possible outcome of ferrite content may be useful for selecting suitable filler metal for welding dissimilar material or for cladding applications. That is done by using constitution diagrams that relate ferrite content to chemical composition. The article reports that about ten years ago a large interlaboratory research was initiated by the International Institute of Welding (Commission II) to find the reproducibility of results between different sources. The methods available include metallographic quantitative examination, magnetically based Ferrite Number (FN) system, chemical analysis (usually by optical emission spectrophotometry (OES) methods). The article analyzes and discusses the results reported by various laboratories and points out that chemical analysis methods and also metallographic examinations produced too variable results. The article concludes that "Ferrite requirements for weld metals should be based as much as possible upon measurement of FN by instruments calibrated according to the ISO 8249 or AWS A4.2 standards". It also points out that it is unrealistic to require that a measurement and a prediction agree. Interested readers should check the original article indicated above, that is available at
4 - Filler Metal for Cladding Equipment for Oil and Gas Recovery
As the easy to reach oil and gas fields are by now exhausted, while the thirst for energy is anything but quenched, there are pressing needs of new explorations, development and production processes. Most of the presently available new sources, called sour wells, are rich in hydrogen sulfide (H2S) which poses serious corrosion problems. One of the practical solutions to these challenges consists in cladding the surfaces of carbon steel tubes, valves and accessories with suitable layers of corrosion resistant materials. Among these stands out Inconel® 625, a Special Metals Corp. proprietary material and consumable. An article published at page 54 of the June 2013 issue of the Welding Journal describes the requirements and the modern means to provide robotic cladding operations. Attention is devoted to correct parameters, to suitable coverage of the treated surfaces and to the quality of the deposit. The article suggests the use of specialized equipment, as offered by the company where the author works. Prospective users may wish to check if those claims meet their purposes and needs. The special provisions are for assuring the utmost quality of the cladding. Thickness is checked with ultrasonic examination, as is absence of voids or unfused areas. Deposits are examined for integrity and lack of cracks by liquid penetrant inspection. The process of choice is usually Gas Tungsten Arc Welding (GTAW) with added consumable hot wire. This means that the wire, supplied to the weld pool by a suitable feeder, is part of an electric circuit through a different power source. The consumable wire is preheated by resistance (Joule) effect between a sliding contact and the weld pool. Pulse welding power supplies are used for both the tungsten electrode circuit and for the hot wire preheat, and are synchronized by software for maximum control of the process, to obtain quality deposits. The article goes on to list the parameters to be controlled and the capabilities to be summoned to establish a successful cladding operation, warning possible entrepreneurs from the difficulties inherent in setting up and running such a shop. Readers interested in the subject are urged to seek the original article indicated above.
5 - Online Press: recent Welding related Articles Research and Markets: Science and Technology of Welding and Joining Seminar - Hybrid Automation/Manual Welding Processes Tips on Using Ultrasonic Welding within an Automation Process Nozzle Welding Innovation at Calvert Cliffs Earns Nuclear Plant Top Industry Award Welding process and equipment study
questions 6 - Terms and Definitions Reminder Lasing Medium is a material that emits coherent radiation by stimulated electronic or molecular transition to lower energy. Metallographic Examination performed on prepared sections provides information on the metallurgical characteristics of welds and their related effects. Operator is the person in charge of setting up, starting and adjusting the manual controls of equipment to perform mechanized welding. Pulsed Gas Tungsten Arc Welding (GTAW-P) is a variation of the process where the welding current is pulsed. Resistance Welding Gun is a portable device capable of clamping elements, to apply force between its electrodes and to transfer electric current to generate spot welds. Sweat Soldering is a variation in which parts are precoated with solder, and then reheated and assembled for soldering without addition of further solder. Threading and Knurling, in thermal spraying, is a method of surface roughening to increase adherence of coating to substrate. It consists in generating spiral threads, and then in upsetting them with a knurling tool. Waster Plate for oxyfuel gas cutting is a carbon steel plate placed on the torch side, on an alloy steel plate (difficult to cut), to supply the iron needed for the cutting process.
7 - Article: Where to look at first? This is a recurring question. If we get a sudden welding production failure, after a long successful run, where should we look at first to find its cause? Assuming that the existing parameters were sufficiently robust to take care of occasional fluctuations, we should review in a systematic way all the intervening factors affecting the results. In particular the following elements should be scrutinized: materials, tools, equipment, maintenance, personnel and procedures. For those not sufficiently alert to subtle changes, steel is steel is not it? How different could it be if received from another source or under a different commercial designation? In fact, just by comparing the delivery reports of two lots of material, one can see from the chemical analysis and from the specification number if they refer to the same or to different metals. Consumables need particular attention as they can be subject to inadvertent substitution, not necessarily in bad faith. Condition, finish and packaging should be examined for inadequacy of identification or of storekeeping. Welding Procedure Specifications should be available to the floor personnel and precisely applied in practice. Questioning the involved personnel would reveal inconsistencies and unauthorized personal initiatives like cutting corners. Equipment should be regularly maintained, verified and calibrated as necessary. Lack of adequate recordings would point to sloppy practices to be corrected. Skilled personnel may be critical to success. What that may mean is that the inadequate alternate welder needs more training to become proficient. The above list, albeit incomplete, gives a meaningful direction where to look at first. If a possible culprit for the failure is found this way, it can be easily corrected to resume production. If not, it maybe that the cause is more subtle and that a deeper investigation must be performed by those who can ask metallurgical questions and seek answers with the help of special tools and means.
8 - Site Updating: Explosion Welding (R), Fire Prevention (R) The Pages of this Month deal with a specialized process used to make a composite, surface cladded material, useful for making implements requiring a strong substrate and a corrosion resistant surface. Also bimetals can be done this way, for special applications. This page is found at
Explosion Welding. The other page explains what should be done to prevent destructive fires from developing where welding is done. Look at
Fire Prevention. To find pages covering other welding related argument, see the Site Map, or type your query in the Search window appearing in almost every page of this website. Questions, comments and feedback are always welcomed. Don't use Reply, use the Contact Us form instead.
9 - Short Items 9.1 - Latent Heat is the thermal energy absorbed or released when a substance undergoes a phase change. 9.2 - Macroshrinkage in castings refers to isolated, clustered, or interconnected voids detected macroscopically in suitable sections. Such voids are usually associated with abrupt changes in section size and are caused by insufficient feeding to compensate for solidification shrinkage. 9.3 - Particle Size is the longest dimension of an individual particle in a homogeneous lump as determined by analysis with screens or other suitable instruments. 9.4 - Ratchet Marks are lines or markings on a fatigue fracture surface resulting from the intersection and connection of cracks propagating from multiple origins. These are parallel to the overall direction of crack propagation and are visible to the unaided eye or at low magnification. 9.5 - Scarfing means cutting surface areas of metal objects, ordinarily by using an oxyfuel gas torch. The operation permits to remove surface imperfections from ingots, billets, or to bevel the edges of plates that are to be prepared for butt welding. 9.6 - Transformation Hardening is heat treatment of steels that includes heating to austenite formation followed by cooling under controlled conditions such that the austenite transforms more or less completely into martensite and possibly into bainite.
Violence against Women at Epidemic Proportions Supermoon to Rise in Weekend Sky Crowdfunding Raises $1 Million for Asteroid Miners' Public Space Telescope 30 under 30: Tailoring Transformations in Chemistry with New Catalysts Particle Containing 4 Quarks Is Confirmed for First Time |

11 - Contributions: Pipeline Welding Efficiency
 |
An article published at page 74 of the June 2013 issue of the Welding Journal explains why welding efficiency is the most important criterion for assuring adequately competitive bidding in Pipeline Welding.
It is so not only because of the strict time limits set on the completion of jobs, but also because of the quality requirements that impose on the contractor obligations relative to repair of unacceptable welds.
The article compares two usable welding processes, and helps break them down to calculate the potential efficiency of each.
The first is the well known Shielded Metal Arc Welding (SMAW) for which prequalified procedures are available.
For illustration a typical joint is selected for a pipe of 24 inch diameter and wall thickness of half an inch.
A standard procedure would consider downhill progression, performed possibly by engaging two welders simultaneously on opposite sides.
The SMAW process would start with two root passes performed using 4 mm (5/32") diameter electrodes, cellulose covered, followed by five more fill and cup passes using 5 mm (3/16") electrodes. Accurate slag removal, by hammering, brushing and/or grinding must assure clean weld metal before application of further passes.
With a few more assumptions, the author reaches the conclusion that the total arc-on time would sum up to slightly more than 28 min. That would take into account two welders and would disregard the time for grinding the face of each weld and that for stub removal and electrode change.
The second procedure taken for comparison is a method that utilizes the combined technologies of a proprietary process performed semiautomatically by hand for the root pass followed by a mechanized gas shielded flux cored arc welding (FCAW-G) process for the fill and cap passes.
Hand welding the root pass takes into account possible inconsistencies in the fit-up. The method suggested gives higher weld deposition rate that the regular SMAW welding and therefore allows the deposit of a single root pass.
A rail mounted tractor system permits mechanized travel and motion control. Due to higher deposition of the FCAW-G passes, their number is reduced to three fill and cap passes for the same joint as before. They are now deposited by a single operator, in uphill progression from bottom to top.
Arc-on time for one complete joint is now calculated in about 22 minutes and 21 seconds. Grinding slag time is probably comparable to that needed for each pass in the first process described above. But less passes mean less grinding time, and electrode change is not needed any more.
Better results are emphasized by the author, as the operator is more an observer who controls quality and checks the regular progress of welding, without the fatigue of doing it.
Obviously in any practical calculation also the cost of the special equipment and its maintenance must be accounted for. The author has a commercial interest to promote the equipment. But potential customers can put it to the test to determine if the advertised higher efficiency is likely to provide actual gains.
Interested readers are urged to seek the original article indicated above to look deeper into the issues.
12 - Testimonials
From: Reiners, Tobias
Country: Spain
To: Welding Advisers.com
Date: 06 Jun 2013, 03:30:50 AM
Subject: fsw Mg
Hello Elia,
Thanks for your fast and friendly reply. The information you gave me was
very helpful. Thanks a lot for sharing it with me. [...]
Thank you very much and best regards
Tobias
On Fri Jun 07 04:26:35 2013, the following results were submitted from the "Form 5" on welding-advisers.com:
Name: Abhishek Pandey
E-Mail Address: removed for security
Country: India
Problem reference: shoes failures
Many thanks for your prompt response. We did carry out root cause analysis and
find it difficult to zero in on the root cause. [...]
What are the metallurgical tests you are recommending?
Apologies for bothering you.
13 - Correspondence: a few Comments
13.1 - A few questions received at PWL briefly described some welding failure and asked what could have been the cause. It is amazing to find times and again the common belief that the cause of any mishap can be guessed and the remedy suggested.
Such a belief is totally groundless. In all cases an investigation should be performed.
In case the process in question had been successful before, a short note in Section 7 above explains the benefits to be gained by seeking evidence of change.
13.2 - I found in a different forum some general recommendations to inquirers, I would like to share here.
"We like answering questions for people who have demonstrated they can learn from the answers.
Prepare your question. Think it through. Hasty-sounding questions get hasty answers or none at all. The more you do to demonstrate that having put thought and effort into solving your problem before seeking help, the more likely you are to actually get help.
Never assume you are entitled to an answer. You are not; you aren't, after all, paying for the service. You will earn an answer, if you earn it, by asking a substantial, interesting, and thought-provoking question — one that implicitly contributes to the experience of the community rather than merely passively demanding knowledge from others."
Let me add that I would appreciate getting a sign of acknowledgment from those that get my answers.
14 - Bulletin Board
14.1 - 16th Annual Aluminum Conference
Sept. 4,
5. Chicago, Ill.
Sponsored
by the American Welding Society (800/305) 443-9353, ext. 264;
www.aws.org/conferences.
14.2 - IIW Int’l Conf. on "Automation in Welding."
Event in the IIW Annual Assembly.
Sept. 16, 17. Essen, Germany.
www.iiw2013.com.
14.3 - Schweissen & Schneiden 2013 Int’l Trade Fair
— Joining, Cutting, Surfacing.
Sept. 16–21. Essen, Germany.
Sponsored by DVS, German Welding Society.
www.schweissenuschneiden.de/en/schweissen_schneiden/index.html.
14.4 - Visit also, of the same Author, the Home Surveillance Guide Website.

See how could be A New Day
Watch the following
Video...

BUILT BY:
![]()
Click on this Logo NOW!
Copyright (©) 2013, by Elia E. Levi and
www.welding-advisers.com
All Rights Reserved
See you next time...